(2D-s hajtásmódok)
![]() Habvágógép
alkalmazások
Habvágógép
alkalmazások![]()
(2D-s hajtásmódok)
2007. december 31. hétfő
![]() Dekorléc
Gyűjtemény!
Dekorléc
Gyűjtemény!

(6 motoros óriás gép)
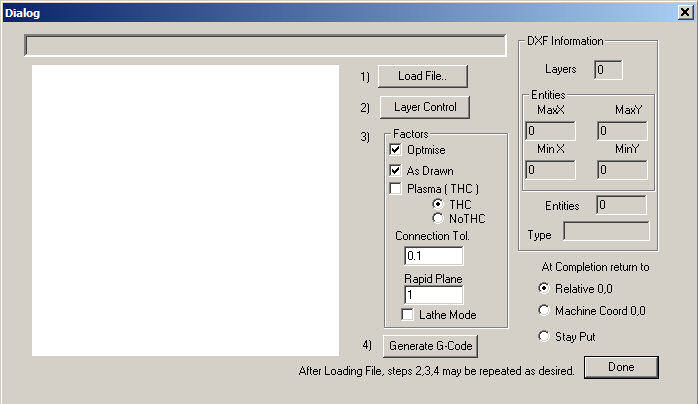
A jelenleg használatos CNC vezérlő programokkal párhuzamos élű alakzatokat lehet közvetlenül kivágatni. Külső szoftverek és plusz vezérlők felhasználásával van lehetőség 4D-s (2D+2D) alakzatok (kúpok) vágására! Erről információkat itt talál!
2D alakzatok és lehetőségek:

(díszlécek, feliratok, hengeres testek)

(dekoráció)
A gyakorlati vágási sebesség 10cm/perc körül van nagyon széles
(>1m) táblák esetén.
Fontos, hogy a mechanika rángatás és rezgés mentesen fusson mert minden
megtorpanás nyomot hagy a vágási felületen! Ez igaz a szoftverekre is (lásd
KCam4)!
Figyelembe kell venni, hogy itt 2D-ben mozgunk, nincs 3. tengely ami felemelné a szerszámot és arrébb letéve folytatná a vágást! Ez azt jelenti, hogy már a rajzolásnál gondoskodni kell az egyik alakzatból a másikba való áttérés útvonaláról, nehogy átvágja a már kész figurát átlépéskor!

(speciális útvonaltervezés)
Ha a Vezérlő reléjét használjuk fűtés kapcsolására, a programot plazma módba kell állítani mert egyébként az áttérések alatt kikapcsolná a fűtést (maróként működtetné).
(itt a plazma mód nincs bekapcsolva!)

(itt sincs a plasma mód aktiválva!)
A rajzolási vonalsorrend egyben a vágási sorrend is ha az egyéb optimalizációkat kikapcsoltatjuk (általában az importnál).
Vezérlési elv:

(kocsiszerkezet)
A fűtőszál mozgatását 2×2 tengellyel valósítja meg, melyet egyszerre mozgat
(szinkronban mennek oldalanként). A képen látható az egyik oldali tengelyek. A habtábla
mögött egy ugyanilyen tengelycsoport található. A függőleges tengelyek kocsijai
között van kifeszítve a fűtőszál, melynek izzításával történik a hab vágása.
A fűtőszálat folyamatosan kell feszíteni mert a hideg és meleg szál hossza
változik (nyúlik). Bevált megoldásai a rugós vagy ellensúlyos feszítés. A
fűtőszál fütés szabályozását a 230/xx V-os leválasztó transzformátor primer
(230V-os) körébe kötött, tirisztoros szabályzóval szokták megoldani (bevált az
un. lámpa fényerőszabályzók).
Hosszú fűtőszálak esetén szoktak a két oldalára ventillátorokat is szerelni,
hogy a fűtőszál teljes hosszában viszonylag egyenletes legyen a felmelegedés (a
tömb belsejébe ne rekedjen meg a meleg és a vágási felület a két széle felé ne
görbüljön). A bent rekedt meleg a fűtőszál mentén akar kifelé jönni és emiatt a
széleken vastagabb vágást eredményezne kifúvatás nélkül.
(vágás 2D-ben)
Mechanikai okok miatt, a konstruktőrök szinte mindig a tengelyenkénti motorhajtást részesítik előnybe (egyszerűbb több motort használni, mint lánc vagy egyéb módon áttételekkel szétosztani a hajtást oldalanként). Kis és közepes gépeknél ez 4 db léptetőmotort jelent (2×2 egyformát).
A vezérlő szempontjából ez egy 2D-s alkalmazás. A gyakorlatban 2-2 tengely motorjait egyszerre kell működtetni (szinkronban)! Ennek megvalósítására két lehetőség is van:
H1 CNC Vezérlő esetén:

1. Olcsóbb és picit lassúbb megoldás az, hogy a H1 Vezérlő két tengelyére, tengelyenként 2db teljesen egyforma motort kötünk soros kötésben (összesen 4 motort).
A módszer előnye, hogy egy Vezérlővel és 4 motorral megoldható a hajtás! Hátránya az, hogy az így elérhető maximális sebesség elmarad attól, mintha csak egy motor lenne a tengelyeken (a dupla eredő induktivitások miatt).
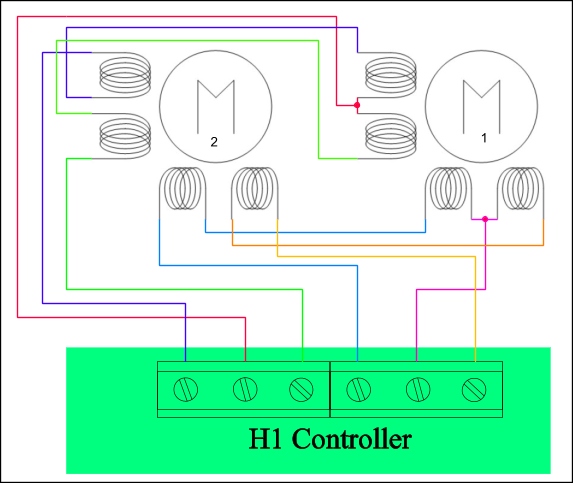
(2 motor bekötése 1 tengelyen)
Csak a motorok soros kötése megengedett, részleteket a H1 Vezérlő Motortuningjánál olvashat!
2. Drágább, de gyorsabb megoldás:
Két H1 Vezérlő használatával megoldható a tengelyenkénti 1 motor használata! Minden Vezérlő tengelyen csak egy motor van és az egyes tengelyeket a Mach3 szoftveren belül kell logikailag összefogatni (X+A és Y+B). Így elérhető a motor maximális sebessége!
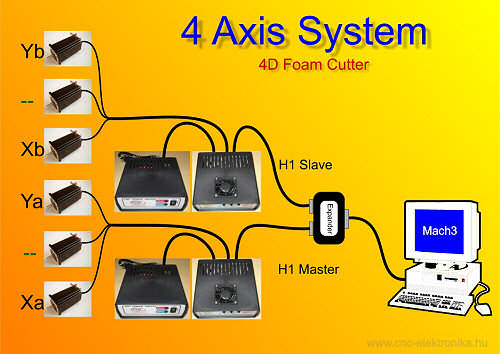
(2D hajtásmód, logikai összefogással)
(H1 2D alkalmazásban, párhuzamos motorokkal)

(logikai összefogás)
Bővebb információk:

(H1 Expander)
További részleteket talál az Expander és a 4D Habvágás leírásoknál!
Profi1 Vezérlő 2D módban:
A Profi1-es Vezérlőnél megengedett egy tengelyre 2 motort kötni!
(Profi1 CNC Vezérlő)
A Vezérlő kétféle kivitelben elérhető:
3 tengelyes módban. Ilyenkor a Firmware automatikus mototuningja nem használható, de minden más igen,
2 tengelyes kivitelben. ilyenkor minden funkciója elérhető.
Itt is kétféle lehetőség létezik:
1. A Vezérlőt itt használhatjuk normál 2 tengelyes módban (2D Firmware-val), ilyenkor a Vezérlő X motorja a CNC X tengelye és a Vezérlő Z motorja a CNC Y tengelye!
A 2D-s változatban nem használható a 3D-s Firmware! Erre külön 2D-s Firmware készült, mely az összes funkció kezelésében (végállás felderítés, motortuning, stb.) igazodik a 2D-s alkalmazásokhoz.
3D-s Firmware elakadna a középső tengelynél, mert innét sosem jönne végállás adatok.
2D Profi1 CNC Vezérlő bitkiosztása:
| Funkció | LPT lábszám |
| Port=&H378 | |
| X Step | 8 |
| X Dir | 4 |
| Y Step | 3 |
| Y Dir | 9 |
| Z Step | - |
| Z Dir | - |
| Port=&H37A | |
| Fűtés kapcs. | 14 |
(A vezérlő Z tengelye a program számára Y tengely!)
2. Három tengely kihasználása Mach3 szoftverrel és 3D-s kivitelű Vezérlővel:
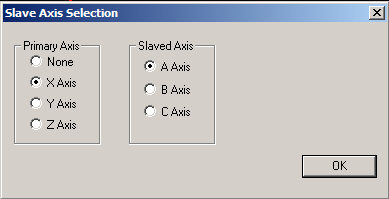
A Mach3 (és 2 is) lehetőséget ad a Slave üzemmódra. Ez azt jelenti, hogy egy tengelyt teljes vezérlését ki lehet küldeni 2 motorra is (pl. az X tengelyét a Vezérlő X és az Y motorokra)! Ezzel a lehetőséggel a motorok száma emelhető, mivel így egy koordinátát (pl. X-et) a Vezérlőn 2 tengely szolgál ki.
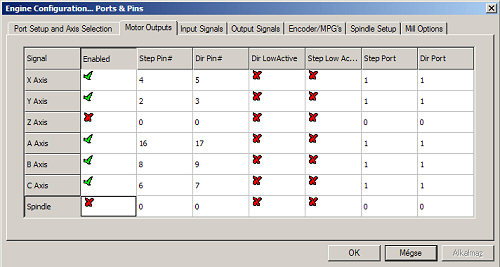
A funkció aktiválásához állítsuk be a következőt (Mach3):
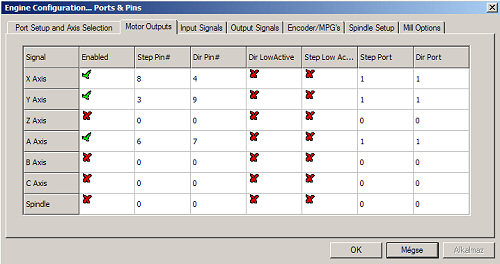
(X tengelyhez rögzítjük az A tengelyt is)Majd a portoknál megadjuk az egyes tengelyek Vezérlő felöli portjait:
(P1 Vezérlő X és Y tengelye a CNC gép számára X, és a Vezérlő Z tengelye a CNC gép Y tengelye)A fenti ábrán látható beállítás X koordinátát kiküldi a P1 Vezérlő X és Y tengelyére egyszerre, így a gépünk X tengelyét akár 4 motor is viheti (természetesen hasonlóan megoldható az Y tengely is ugyanígy). A Mach3 jelenlegi verziója csak egy koordinátát enged meg másoltatni (egyszerre többet sajnos nem)!
Ezzel a megoldással építhető 6 motoros nagygép is!