Version D1.90.020
(kezdő, ismertető)
![]() Mach3
CNC Controller
Mach3
CNC Controller![]()
Version D1.90.020
(kezdő, ismertető)
Elsőszámú CNC vezérlőként ajánlott!
Módosítva: 2010. november 05. péntek
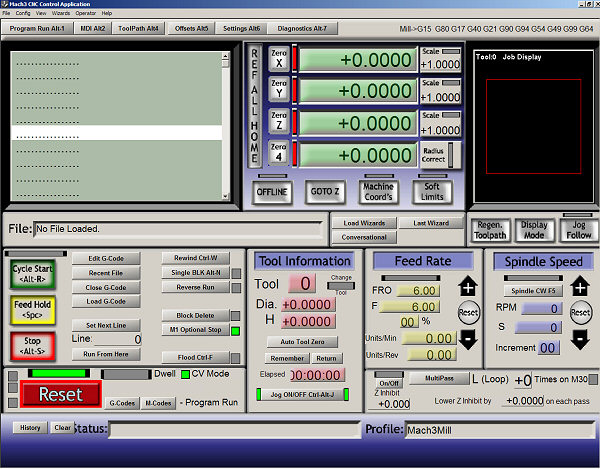
(Mach3 CNC vezérlőprogram eredeti felülete)
|
Tartalom: |
|
| Bevezető | |
| Gyors Setup | |
| Részletesebb Setup | |
| Kezelői Felület | |
| File importok | |
| Varázslók | |
| Regisztráció |
![]()
![]() Mach3
Teljes Magyar Leírásai
Mach3
Teljes Magyar Leírásai![]()
|
|
|
| Mach3 Mill Magyar Kézikönyve (pdf, 3MB) |
A Mach3 CNC vezérlőprogram a Mach2 tovább fejlesztett és
kibővítet változata. Használata nagyon hasonlít elődjéhez de belül (az impulzus
generátor) teljesen át lett dolgozva, ezenkívül számos újítást és szolgáltatást
tartalmaz pluszként.
Nagy előnye a szoftvernek, hogy ugyan azzal a liszencel használható mint az
elődje (Mach2), tehát az áttérés rá nem jár plusz költséggel!
Ugyan a program még fejlesztés alatti verziójú (D1.90.020), de már van stabilnak
minősített előző változata is! Átdolgozták (csinosították) az alapban hozzá
adott kezelőfelületet is, de használható (kompatibilis) hozzá az általam
készített (részben Magyar) Profi V2.1 kezelő felület is!

(átdolgozott felületek)
![]()
Természetesen a Mach3-ra is jellemző a szabadon átterveszhető és átprogramozható kezelőfelület, a hozzá adott (könyvtárában megtalálható) képernyő tervezővel (Mach3Screen.exe).
Főbb tulajdonságai:
Szabványos, LPT portu, Step/Dir Vezérlő (szabadon programozható bit kiosztásokkal),
Max. 6 tengelyes vezérlés,
Három fokozatú, max. 45kStep/sec sebességű impulzus generátor,
Rendkívül sima és stabil impulzusok (alaplapi hardveres generálás),
Rendkívüli hardver és szoftver konfigurálhatóság,
G-kód, HPGL, DXF, JPG, BMP importok,
Széles segéd hardver (Encóder, PWM, RS232, USB, stb.) támogatás és programozási lehetőség (Visual Basic-ben),
Kívülről is bővíthető, makrók és wizárdok,
Szerszám kompenzációk,
Orsó Map felvételi lehetőség,
Stb, stb.
És ami kategóriájában szokatlan, tudásához képest nagyon olcsó!
A szoftver minimális hardver igénye: XP-t futtatni képes, legalább 1.4GHz-es gép, szabványos alaplappal és LPT porttal (notebook is jó).
A program nem használható LPT portot szimuláló kütyükkel (pl. USB-> LPT)!
Az alapfunkciók használata meg egyezik a Mach2-nél leírtakkal! Érdemes azt is elolvasni!
Az Art of CNC weblapjáról letölthető programok Demó változatok, amiket a regisztráció megvásárlása után, teljes értékűként lehet használni. A regisztrációs kulcs (egy névre szóló .dat file), melyet a feltelepített exe mellé kell másolni. Nélküle a program 1000 soros G-kód limitet tartalmaz, valamint a ciklikus ismétlések tiltva vannak és ezenkívül, az impulzus generátort sem lehet 25 kStep/sec felé emelni.
Az Angolt kevésbé ismerők számára ajánlott a Profi2.x részben Magyarosított felület telepítése is!
![]() Profi
V2.1 részben Magyarosított felület
Profi
V2.1 részben Magyarosított felület![]()
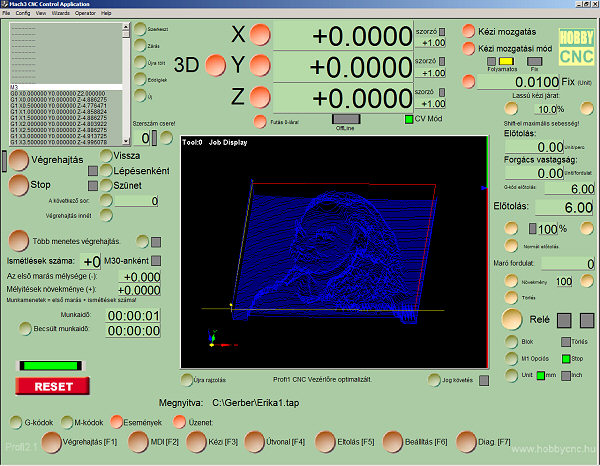
(Profi V2.1 felület)
![]()
Profi
V2.1 felület letöltése!
(önkicsomagoló EXE file)
Felület telepítés:
A letöltött file-t be kell másolni a feltelepített Mach3 könyvtárába az exe mellé (pl: C:\Mach3). majd el kell indítani és engedni kell abba a könyvtárba fel települnie. Majd a Mach3 Wiev/Load Screens menüvel be kell tölteni a Profi21.set file-t (az exe mellet lesz)!

(új felületek betöltési helye)
Portok beállítása
(Setup)
A frissen feltelepített programot alaposan be kell konfigurálni ahhoz, hogy a motorokat megmozdítsa! A konfigurációs beállításokat ez a program is (mint a Mach2) egy xml file-ba tárolja (Mach3Mill.xml). A két file (Mach2 és a Mach3) nem kompatibilis egymással! Ha a file-okat lementjük, azzal a főbb beállításokat meg is őrizhetjük, sőt, egyik gépről a másikra át is vihetjük!
![]()
Profi1 CNC Vezérlő bitkiosztásai (Mach3Mill.xml)
(file-t az exe mellé kell másolni, a régit felülírva)
A Mach3-at ezután elindítva már csak a motor tuning menüt kell beállítani (és átnézni az egészet) :)!
Részletesebb Setup
(áttekintés)
Az itt leírtak csak nagyvonalakban mutatja be a telepítést. A szoftver hatalmas képességei miatt lehetetlen minden részletre és lehetőségre kitérni (erre ott a Mach3 gépkönyve)!
A legfontosabb beállításokat a Config menüben találjuk.
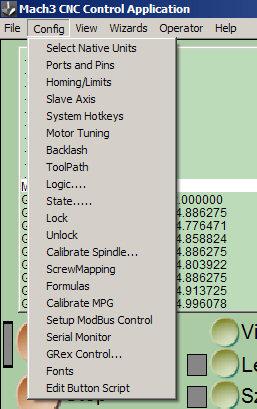
(Setup)
Select Native Unit:
Beállítja a használt mértékegységet.

(mm nálunk)
Port and Pints:
Portok is bitek helyei és működtetésük.
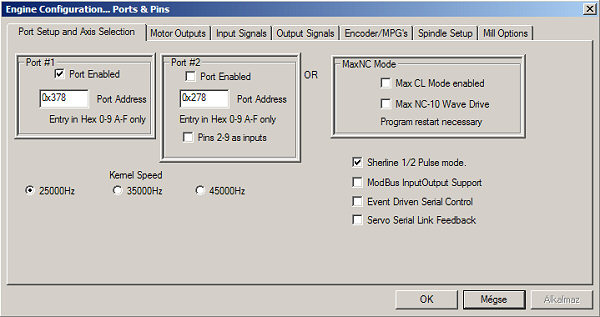
(LPT portok címei, stb.)
Figyelem! Profi1 CNC Vezérlő esetén a Sherline mode legyen kikapcsolva!
Max. 2 db. LPT portot (6D) tud kezelni a szoftver. Itt lehet a báziscímüket megadni és engedélyeztetni őket. Valamint az impulzus generátor (Kerner Speed) sebességét itt lehet megadni (a Profi1 és a Profi2A Vezérlőknek elég a 25000 Hz). A többiről a gépkönyv ad felvilágosítást!
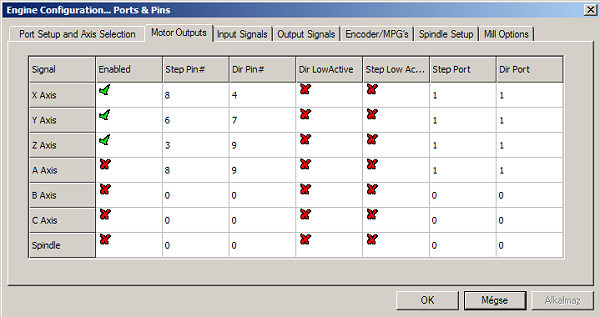
(Step/Dir jelek)
Itt kell megadni az egyes tengelyek Step és Dir jeleninek a helyét és logikai szintjét. A dir jel LowActive mezőben lehet a motor forgásirányát felcserélni. A többi így legyen kitöltve mint a képen (Profi1 Vezérlő esetén)!
Általános beállítási táblázat Profi1 CNC PCB V4.1 Vezérlőkre:
| Funkció | LPT lábszám |
| Port=&H378 | |
| X Step | 8 |
| X Dir | 4 |
| Y Step | 6 |
| Y Dir | 7 |
| Z Step | 3 |
| Z Dir | 9 |
| Port=&H37A | |
| Spindle(Mill) | 14 |
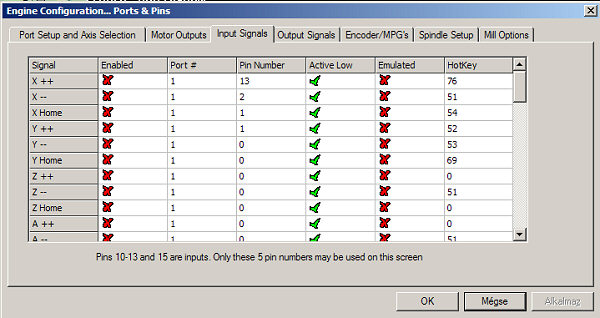
(végállás bemenetek helyei)
A Profi1 nem használja ezeket a bemeneteket (ellentétben a Profi2B báziskártyával)! A képen a Profi1 Vezérlő beállításai láthatóak. A Profi2B esetén itt 5 db. bemenet aktív!

(segéd kimenetek)
A relé(k) kimeneteinek helyei. A Profi1 Vezérlő egyetlen reléjének helye (1-es LPT, 14-es lába, aktív magas szittel)! A Profi2B esetén itt 4 db. kimenet aktív!
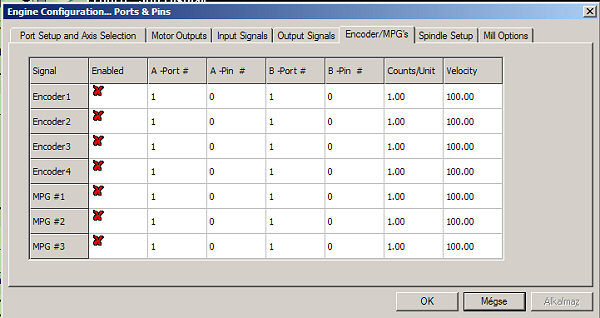
(encoder és MPG bemenetek)
Itt lehet a távadókat, kézi forgatókat, stb. beállítani. Lásd részletesen a Mach3 Magyar Gépkönyvét!
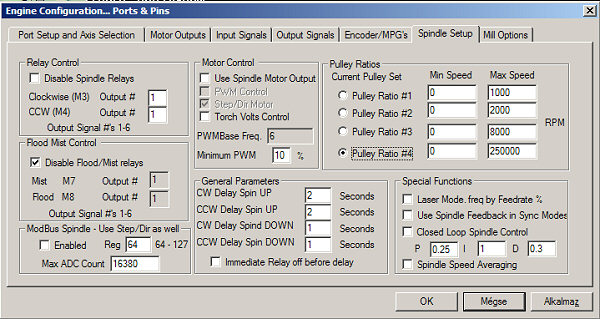
(Marók, relék vezérlése)
A moró motor, hűtés, kijelzők (pl. RS232), stb. vezérlésének logikája. Lásd részletesen a Mach3 Magyar Gépkönyvét!
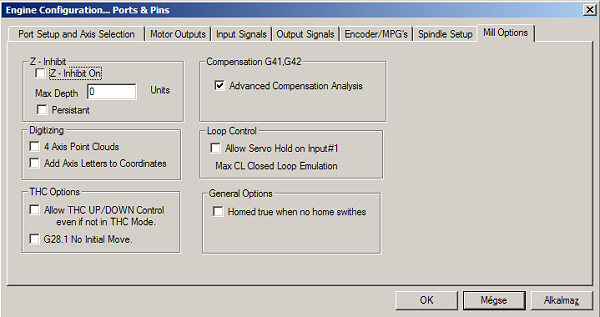
(2.5D, digitalizáló, plazma vezérlések)
Lásd részletesen a Mach3 Magyar Gépkönyvét!
Néhány egyéb menüt átugorva (lásd részletesen a Mach3 Magyar Gépkönyvet), jön a Motor Tuning menü:
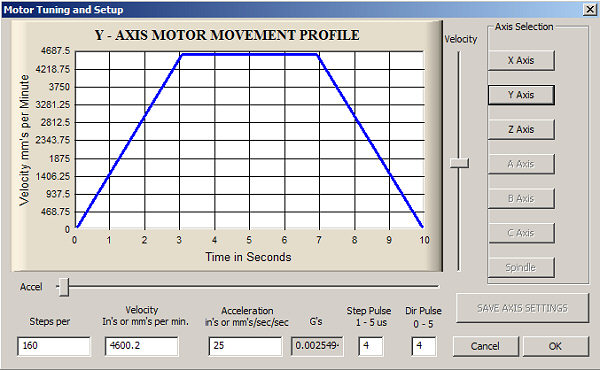
(Motor Tuning)
Ez az egyik legfontosabb Setup! itt kell megadni az egyes tengelyek felbontását, sebességét, gyorsulását és egyéb időzítési adatokat!
Profi1 Vezérlő esetén a Step Pulse=4 és a Dir Pulse=4 értékeket kell használni (ezt érdemes a Profi2A esetén is, bár az kisebb értékeket is megenged)!
Állítás metódusa:
Először rá kell kattintani a megfelelő tengely gombjára majd az értékeket beírva, SAVE AXIS SETTINGS-el menteni kell!
Utána a következőre kell kattintani, beírni, menteni!
Így tovább minden tengelyen végig haladva (max 6db + maró).
Ablakok magyarázata:
Step per = 1unit (mm) hány lépésből áll? (törteket is be lehet írni (finomhangolás))
Velocity = max sebesség (mm/perc),
Acceleration = gyorsulás (és lassulás) mm/s2 ,
G's = kiszámított gyorsulás G-ben.
A következő menü a Backlash (kottyanás kompenzáció):
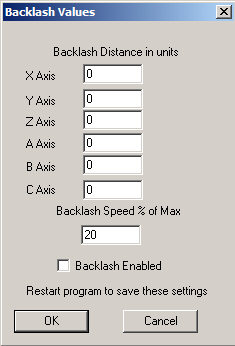
(szoftveres kottyanás kompenzáció)
Lötyögős mechanika esetén a szoftverrel lehet komenzáltatni a kottyanást irányváltásokkor. Tengelyenként unit (mm)-ben kell megadni a kottyanást és az egészre egy a max sebességhez viszonyított sebességet amivel a kompenzálást elvégzi. Nem árt engedélyeztetni (enable) sem (ha muszáj)!
Kis ugrással a Logic menüt érdemes étnézni:
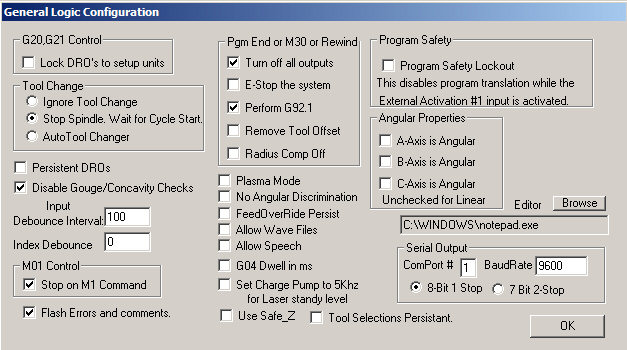
(viselkedés menü)
Lásd részletesen a Mach3 Magyar Gépkönyvét!
State menü:
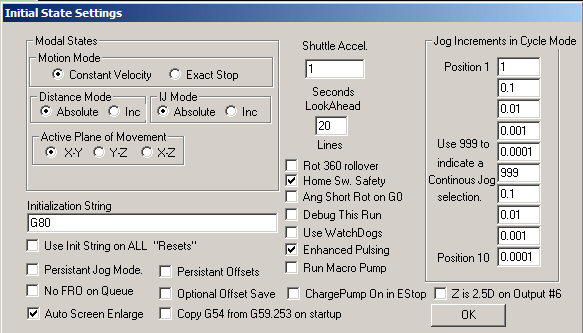
(Viselkedés 2 menü)
Szintén lásd részletesen a Mach3 Magyar Gépkönyvét! Ami fontos:
Auto Screen Enlarge = a képet az aktuális felbontáshoz igazítja (a Profi V2.1
1024×768-as felbontáshoz készült)!
Enhanced Pulsening = ha elég gyors PC-énk van, akkor ezzel mégsimább lesz a
léptetés!
Motion Mode:
Costant Velocity = állandó sebességű hajtás
Exact stop = minden utasítás előtt megál és úgy indul újra
Distance Mode:
Absolute = a G-kod koordinátái a 0,0,0-tól számított
Inc = növekményes (relatív elmozdulás)
A többi menü is fontos/érdekes de lásd részletesen a Mach3 Magyar Gépkönyvét!
A beállítások adatai A Lock/Unlosk műben jelszóval levédhetők.
A program tudása nem teszi lehetővé a lehetséges funkciók még vázlatszerű ismertetését sem, olyan sok! A teljes leírás Magyarul hozzáférhető a Mach3 Felhasználói könyvében.
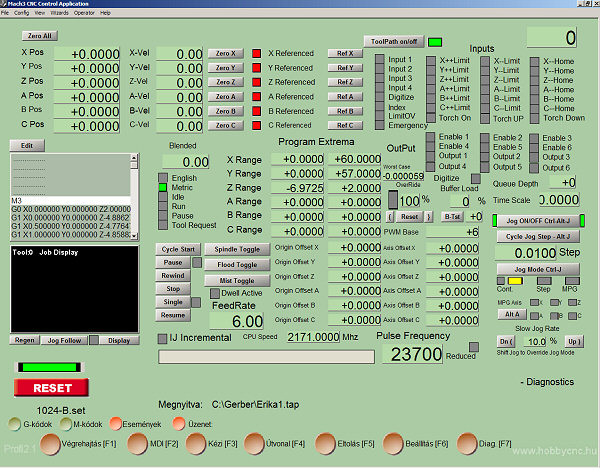
Profi V2.1 kezelői
felület
(ismertetés)
(Profi1 CNC Vezérlőre optimalizált, Magyar felület)
Ez a felület ugyan a Profi1 CNC Vezérlőre lett optimalizálva, de
sima 3D-s módban használható a Profi2 három tengelyes kiépítéséhez is (bár nem
használja ki a Vezérlő minden I/O funkcióját)!
A Profi2 Vezérlő alkalmazása esetén, ha 3 tengelytől eltérő kiépítés van
megvalósítva, érdemes a képernyő szerkesztővel a programot a Vezérlő
kiépítéséhez igazítani!
G-kód (program) terület:
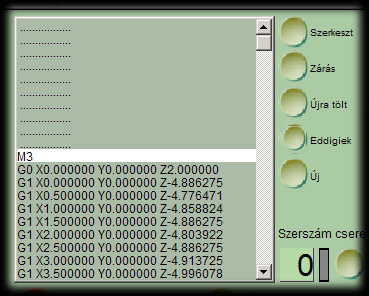
(G-kód mező)
A betöltött G-kód itt nézhető meg. Végrehajtáskor itt látható az aktuális sor. A kezelőgombokkal szerkeszthető, lezárható, frissíthető, kedvencek listázhatóak, és megnyitható ez a terület.
Koordináta terület:

(Pozíciók)
Unit-ban (mm) látható a gép relatív koordinátái. A gombokkal nullázhatóak az aktuális pozícióban! A szorzókkal a léptéket lehet nagyítani, vagy kicsinyíteni. A CV-mód a konstans sebességű módot jelzi. OffLine villog, ha csak szimulációs módban (motorok nem mennek) megy a gép.
Kézi mozgatási mező:

(Kézi mozgatási módok)
Alap esetben a mozgatásokhoz a nyilakat és a PageUp, PageDown
gombokat lehet használni, ha a kézi mozgatás be van kapcsolva.
A módja folyamatos vagy fix lehet. Folyamatos esetén a nyilakra a lassú kézi
járat mezőben írt % igaz, ugyanezekkel + Shift a teljes sebesség igaz.
Fix módban, a fix mezőbe írt unit (mm)-nyit megy a megnyomot irányba, utána megál.
G-kód végrehajtási mező:
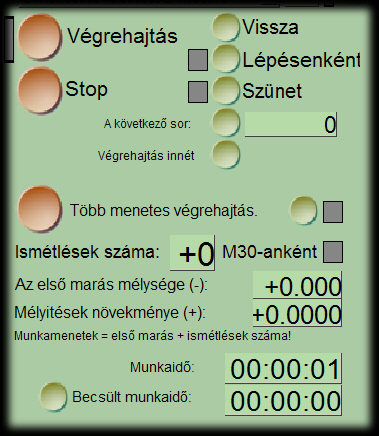
(Végrehajtás)
A betöltött G-kódot itt lehet elindítani, felfüggeszteni,
leállítani, esetleg soronként végrehajtatni (lépésenként)!
A több menetes végrehajtás programozása szintén itt történik (egyre mélyülő
mélységekkel).
Munkaidő becslés is itt kérhető (elég lassú).
Útvonal kép:
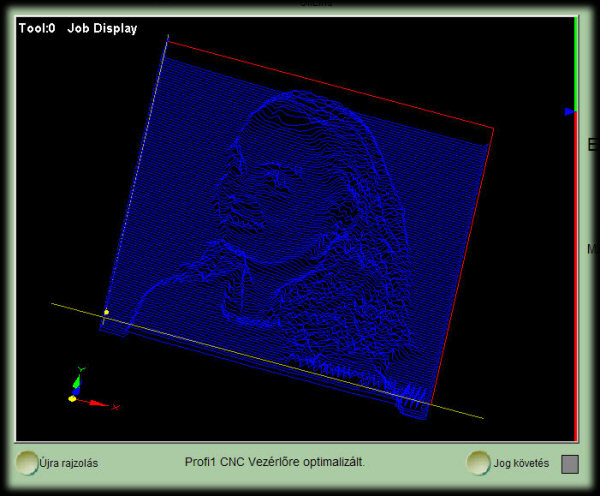
(szerszám pálya kép)
A betöltött G-kód által meghatározott, szerszám útvonal pálya
ábrázolása 3D-ben. A képet az egérrel megfogva és a gombjai segítségével
forgathatjuk, mozgathatjuk, és nagyíthatjuk.
Ha valami szétesne, az újra rajzol gombbal frissíthető a kép. A Jog követés a
középpontba a szerszám hegyét helyezi.
Előtolás mező:

(előtolás mező)
Ugyan a G-kód tartalmazza a szükséges előtolás mértékét, de itt is megadható (felül bírálható) akár menet közben is! Az adatokból még forgács vastagságot is számol a program.
Maró és Relé:

(Relé)
Itt kapcsolható be a relé (maró), ha a maró fordulat > 0-tól! Csak ha helyesen adjuk meg a maró fordulatszámát, csak akkor számol helyesen forgács vastagságot 8kb. mert az élek számát nem lehet megadni sehol)! A maró felpörgésének ideje (piros LED villog), a Setup-ban programozható.
RESET:

(Vész gomb)
Míg a Reset villog, semmit nem lehet csinálni! Ki kell oldani (ráklikk)! Ez a Vész Stop gomb menet közben (ha ESC-re rácsapunk, olyan mintha ezt nyomtuk volna meg)!
Üzenetek és ablak váltó mező:

(ablakok)
Több képernyő és funkció is van, de ezek nem lettek lefordítva. Egyik ilyen pl. a Test panel:
(diagnózis)
Diagnózis szerepét látja el. Van más panel is, ezeket a Magyar leírás alapján fel lehet deríteni.

(File importok helyei)
A Load G-Code az alap fálj formátuma. Ezek a közvetlenül feldolgozható utasítások. Minden egyéb import végén generálódik szabványos G-kód, ami az importoknál le is menthető. Ezeket betöltve bármikor használhatóak később is. Minden G-kód tartalmazza az importoknál magadott adatokat (előtolás, marási mélység, szerszám száma, stb.). Ha ebbe bele kell nyúlni, akkor vagy kézzel egy szövegszerkesztővel (pl. notepad) megtehető, vagy az importot újra (más adatokkal) el kell végezni.
HPGL (plotter file):
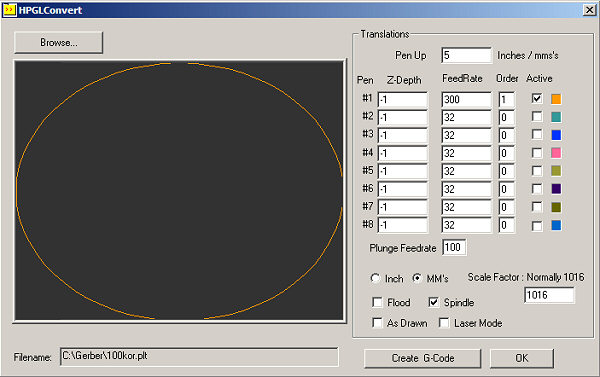
(HPGL file formátumok)
Azoknál a programoknál amik exportálásnál ismerik a HP plotter file formátumát (HPGL-t), célszerűbb ezt kihasználva tervezni! Ennél a file formátumnál nem jelentkezik a DXF-eknél meglévő kör záródási problémák (pl. Corel Draw-nál) és így azok nehézkes konvertálása, valamint nem kell a szöveget konvertáltatni semmibe (DXF-nél curves-szé). Rajzolás után egyből mehet a hpgl file export (méret helyesen) és a Mach3 ezt hibátlanul importálja.
Lépések (pl. Corel Draw 11 -> HPGL -> Mach3):
A méretet be kell állítani a Corel Draw-ban beállítottnak megfelelően (ha
mm-volt akkor MM's), egyébként nem lesz mérethelyes!
A Pen Up értéke lesz a szerszám átlépések magassága (pozitív
számok!!!) unit-ban.
A Z-Depth lesz a marási mélység (negatív számok!!!) unit-ban.
Az As Drawn legyen kikapcsolva ha azt akarjuk, hogy az ábra bal alsó sarka
legyen a 0,0 pont (egyébként a Corel által adott 0,0 lesz)!!!
Laser Mode a lézer vágási optimalizáció.
FeedRate lesz a marási sebesség (unit/perc-ben)!
A Plunge Feedrate lesz a befúrás sebessége (Unit/perc-ben)!
A Spindle legyen bekapcsolva, hogy a relé is bekapcsoljon maráskor!
Az Active a kívánt színű rajzolatot marja csak!
Order a végrehajtás sorrendje (színek között)!
A Create G-Code-al le kell mentetni az így generált G-kódot!
DXF import:
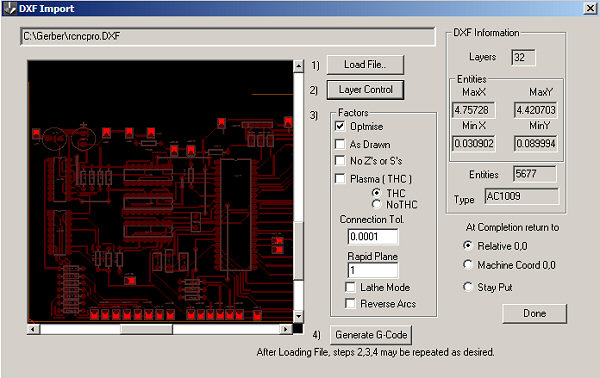
(DXF import)
DXF formátumból csak az R11, R12 támogatott (így kell lementeni)! A szövegeket csak Curves-é alakítva tudja feldolgozni!
Az importálási lépések be vannak számozva!
1. Load File (a DXF betöltése).
2. Layers Control. A rétegek felparaméterezése:
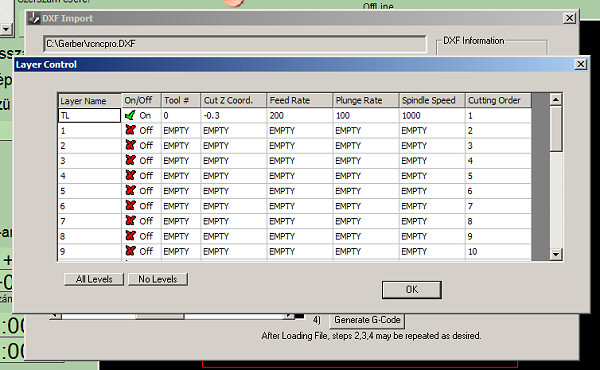
(rétegek adatai)
Ez a legfontosabb rész! Itt láthatjuk a DXF file rétegeit amit
megrajzolásakor létrehoztunk. Minden rétegnek külön, külön megadhatjuk a
használatát.
Sorrendben:
Layer Name = rétegek elnevezése.
On/Off = On használjuk, Off nem használjuk az adott réteget.
Tool # = a réteghez rendelt szerszám száma (a szerszám adatai módosíthatják a
marópályát).
Cut Z Coord. = Marási mélység megadása unit (pl: mm)-ben.
Feed Rate = marási sebesség unit/perc-ben
Plunge Rate = Befúrási (lefele) sebesség unit/perc-ben (a szerszámot lefele
ezzel mozgatja, felfele max sebességgel)
Spindle Speed = marómotor fordulatszáma amennyiben a program közvetlenül PWM-mel
vezérli a motort (Profi Vezérlő esetén ez nem játszik)
Cutting Order = végrehajtási sorrend a rétegek között (prioritás)
Ezek az adatok mind befordítódnak a generált G-kódba.
Ezek után Generate G-Code -al le kell menteni a generált G-kódot (egyébként nem importál). Később, ha újra szükség lenne rá, elég csak ezt a G-kódot betölteni.
(további paraméterek)
A Rapid Plane a gyors mozgatások magassága unit-ban. Két pálya közötti áttérésnél használt szerszám magasság.
As Drawn kikapcsolása esetén a rajzot a gépi 0,0 pontra illeszti! Bekapcsolása esetén a rajz által meghatározott ponton lesz.
Plasma [THC] funkciók a plazma vágóknál használatos gyújtási funkciókat vezérli. Alkalmazása esetén a Rapid Plane áttérésekor kikapcsoltatja a plazmát (nem vágja át a lemezt két pálya között)! A plazma gyújtását a morómotor reléjével lehet vezéreltetni. Bővebb infó a program gépkönyvében!
Foto gravírozás (3D):
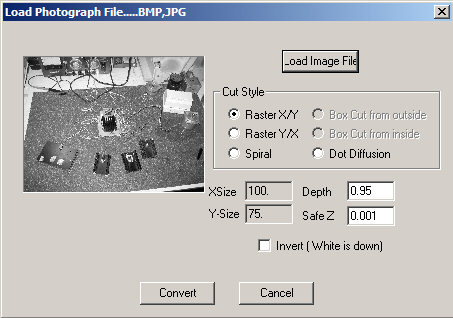
(3D foto gravírozás)
A Mach3 alapszolgáltatásai közé tartozik a fotogravírozás 3D-ben! Ehhez bemeneti fájl formátumként bmp vagy jpg formátumot használhatunk. A fényképeket először fekete-fehérré alakítja és utána a megadott paraméterek alapjén a fényárnyalatoknak megfelelően mélység adatokká konvertálja. Megadható a legmélyebb pont mértéke és az is, hogy ez a fekete vagy a fehér tónusnak felelje e meg.
(foto gravírozás)
Első lépés a file előkészítése (felbontás és kontraszt
igazítások), ezeket kísérletezgetéssel lehet a legjobban belőni. Utána a fájlt
be kell tölteni (Load Image File).
Meg kell adni a vágás (marás) mozgási stílusát. Lehet Raster X/Y irányú-tól
egészen pontokból összerakott alakzatig.
A Depth a legmélyebb pont mértéke (negatív szám, mm-ben), a Safe Z a kiemelés
mértéke (biztonsági utazó magasság (pozitív szám)!
Az inverz a fehér legmélyebb pont megfelelés (alapból a fekete a legmélyebb)!
Ez a funkció a kép méretétől függően, rendkívül munkaidő igényes! A G-kód mérete akár 100E, vagy még több utasításból is áll.

(beépített varázslók)
A Wizardok külső beépülő modulok a Mach3-ban. Speciális,
célfeladatokat végeznek el a Mach3 szolgáltatásait felhasználva, esetleg azokat
módosítva saját kezelő felületekkel.
A Wizard-ok vagy az ArtSoft,
vagy külső cégek, emberek termékei, melyeket ha arra érdemesnek talál az
ArtSoft, belerakja a
legközelebbi frissítéseibe.
Az éppen elérhető Wizard-okat megtaláljuk a Wizards/Pick Wizard... menük alatt.
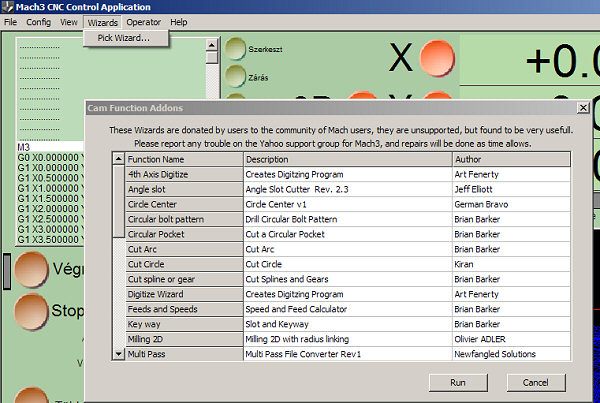
(beépült Wizardok helyei)
Elindításuk (Run) után, a wizard-ok átalakítják a kezelő
felületet az adott célfeladatra optimalizálva és a panelek beállítása után
generál egy optimalizált G-kódot, melyet lement és visszalép a főpanelba, ez után munka elvégeztethető (marás, fúrás, stb.) innen.
A wizard-ok felületét, funkcióit folyton fejlesztik, ezért előfordulhat, hogy az
éppen használt verziónál kissé eltérnek (bővülhetnek) az éppen elérhető gombok,
kapcsolók, funkciók!
A Wizardok un. primitívek gyártására szolgálnak (pl. tsák marás, vágás), de néhány extrém feladat is velük oldható meg (pl. egyszerű szöveg gravírozása, 3D digitalizálás érintőcsúccsal).
A Wizardokat mi is készíthetünk Visual Basic nyelven, ehhez infót az Art of CNC dokumentációi között talál!
A Wizardakról bővebben a Mach2 leírásánál olvashat, illetve a Magyar gépkönyvében talál róluk több információt!
Regisztráció
(korlátok feloldása)
A program teljes használati és beállítási leírása Magyarul (152 oldalon, 3MB)!
A letölthető program a korlátozásokat tartalmaz (Demó), ami egy
liszenc fájl megvásárlásával feloldható. A fájlt a feltelepített exe mellé kell
másolni (pl: C:\Mach2) és kész.
A liszenc fájl beszerezhető közvetlenül az Art of CNC-től vagy tőlem Ft-ban. Az
aktuális díj a weblapon olvasható és USD-HUF árfolyam függő (sajnos). Egy
liszenc az Art of CNC összes termékeire érvényes (Mach1, Mach2, Mach3, Mach4,
stb.)!
A regisztrációval terméktámogatás is jár, melyet a regisztrációs név megadásával (e-mailben), az Art of CNC-nél lehet igénybe venni (Angolul). Bővebb információért forduljon a szerzők weblapjához.
Számlaigény esetén, ezt a szándékot külön a vevőnek kell intéznie az Art of CNC-vel!