(Magyar felület)
Elsőszámú CNC vezérlő programként ajánlott.
|
Tartalom: |
|
| × | Bevezető |
| × | Beállítások |
| × | Pontossága |
| × | Felülete |
| × | DXF import |
| × | HPGL import |
| × | Több menetes megmunkálási lehetőség |
| × | Wizard-ok: |
| × | Egyszerű szöveg gravírozása |
| × | Kör alakú zsákmarás |
| × | Körpályás fúrások |
| × | Regisztráció |
(Magyar felület)

(Angol felület)
Módosítva: 2010.01.14.
A tapasztalatok alapján idáig a legjobban használható, maximum 6 tengelyes (2db LPT porttal és 2db Profi1 PWM Vezérlővel) CNC vezérlőszoftver.
Figyelem! A gyártó weblapjáról letölthető Development Version változat még fejlesztés alatt áll (gyakran frissítik) és ezért néhány funkciója még hibásan is működhet!
![]() A
legfontosabb beállítások, tapasztalatok idáig:
A
legfontosabb beállítások, tapasztalatok idáig:
A program indítása előtt minden Windows-os hangot (rendszerhangot) ki kell kapcsolni! Ellenkező esetben a Mach2 drivere megbolondulhat egy hang megszólalása után! Érdekes módon nem minden hangkártya esetén. Az asztali gépemben egy SB Live 5.1 hangkártya van aminél ez a jelenség fen áll, de a notebook-omnál amibe egy egyszerű hangkártya található, nem jelentkezik ez a probléma.
Motorléptetése simább mint a Master5-é, a program felépítése hasonlít a Master5-re de különbözik a KCam4-től.
A program pontosságát megvásárlása után
tudtam tesztelni (1000 soros G-kód limit feloldása után) a
Spirálteszttel és 3D marássokkal. Az alapos tesztek és műszeres mérések után
biztonsággal kijelenthető, hogy a program pontossága első osztályú!
A
részletes ismertetést lásd később!
A Mach2 által kezelhető bemeneti file formátumok:
- G-kód ( .tap kiterjesztéssel),
- HPGL plotter file,
- DXF (R12) 3D-s model file,
- BMP, JPG képek,
Ezenkívül sok wizárd (varázsló) áll rendelkezésre primitívek gyártásához (kör, négyzet -vágás, -fúrás, -marások, stb.)
Excellont
(fúrási) file-okat sajnos nem kezeli (ellentétben a
KCam4-gyel). Plazma vágók vezérlése esetén
a HPGL file import nem használható, mert a gyújtás vezérléseket (pálya áttérések
esetén) csak DXF importnál generálhatóak le helyesen.
Lézervágókhoz meg pont a HPGL import kínál optimalizációs lehetőséget!
Demó változat korlátozásai:
A szerzők weblapjáról letölthető demó változat egyben a megvásárolható változat is, de a regisztrációs file hiányában - mely névre szóló - néhány korlátozást tartalmaz. A regisztráció lehetőségéről bővebben itt olvashatnak!
A jelenleg ismert korlátozások (demó változatban):
-1000 soros G-kód feldolgozási határ,
-G-kód megadott sortól való futtatása (csak elejéről indítható),
-G-kód végrehajtása után ismételhető zéró pontra állás (futószalag szerű gyártásra emiatt nem használható G-kód limit alatt sem!)
![]() Mach3Mill
Teljes Magyar Leírása
Mach3Mill
Teljes Magyar Leírása![]()
(Mach3 Mill Magyar Kézikönyve pdf formában)
A leírás ugyan a Mach3-ra készült, de tartalmaz mindent a Mach2-ről (Mach3 a 2-es bővített utódja)! A program teljes használati és beállítási leírása Magyarul (152 oldalon, 3MB)!
Fontos! A Mach2 első telepítése után érdemes elindítani (felrakni) a Mach2 könyvtárában lévő "separateur decimal.reg" nevezetű regisztrációs file-t! Ha ezt nem tesszük meg, a wizárdok és makrók nem fognak jól működni!
Egyszerűsített beállítás, telepítés
![]()
A Mach2 és a Mach3 is az összes beállításokat egy file-ba
tárolja (egymással nem felcserélhetőek!). A file helye a feltelepített program
könyvtára (pl: C:\Mach2), a file neve: Mach2Mill.xml.
Egy gép és a Vezérlő összes beállításait tudjuk szállítani egyik PC-ről a
másikra ha ezt a file-t átmásoljuk. A mellékelt táblázatban megtalálható a
Profi1 CNC PWM Vezérlő két legelterjedtebb típusának beállításai. Ha a megfelelő
file-t bemásolja az Ön Mach2 könyvtárába, akkor a legfontosabb beállításokkal
nem kell bajlódnia! Természetesen a Motortuning beállítások az én gépemre
vonatkoznak, ezért ezeket mindig illeszteni kell az Ön gépére (felbontások,
sebességek és gyorsulások adatai)!
Mach2 turbó Setup:
| PCB V3.x | PCB V4.x |
| Mach2Mill V3.2.zip | Mach2MillV4.1.zip |
A megfelelő file-t ki kell csomagolni a Mach2 könyvtárába (felülírni a
régit), ezzel telepítve van az összes szetup.
Az xml file tartalmazza az aktuális képernyőfelület paramétereit is, ezért a
fenti beállítások előtt a Profi V2.0 felületet telepíteni
kell (a Setup ezt használja)! Ellenkező esetben egy nagy csupasz képernyőt
találunk a setup bemásolása után!
Utána érdemes a Mach2-őt elindítva végignézni az összes beállítást és a saját
igényeinkre módosítgatni.
Részletes Setup és magyarázata
Haladjunk sorba a "Config" (beállítás) menü alapján, fentről lefelé:
Alkalmazott mértékegység:
Mértékegységek
Port alapbeállítások:
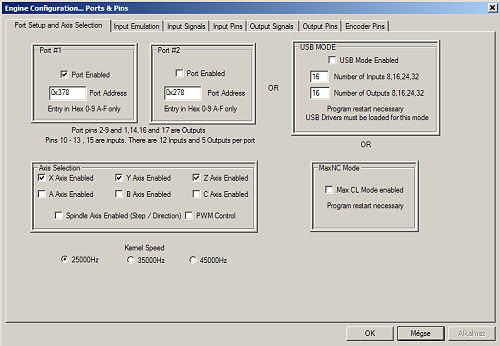
LPT1-es portú Profi1 PWM Vezérlő esetén
(Csak a program regisztrálása után lehet a Kernel sebességét feljebb állítani!)
Fontos! A Kerner Speed-et 25000 Hz-re kell állítani!
Itt adható meg az egy illetve a két LPT port használata (és
címeik), valamint a tengelyek számai (max 6 db). Később a printer port száma
alapján (#1 vagy #2) lehet az egyes biteket és portokat összerendelni.
Profi1 Vezérlő
alkalmazása esetén elég a Mach2-őt 25000 Hz-en járatni (a Vezérlő kb 13000 Hz-es
3D-s szimultán feldolgozásra képes), ezzel a program processzor terhelését lehet
csökkenteni (így már egy 600 MHz-es Celleron-nal is beéri, kb. 70-90% CPU
terheltség mellett).
Mach2 V6.00x-től megjelent itt egy USB driver és egy soros kommunikációs lehetőség is (még nincs róla több
információ).
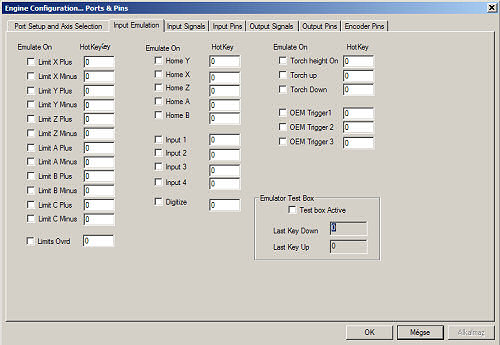
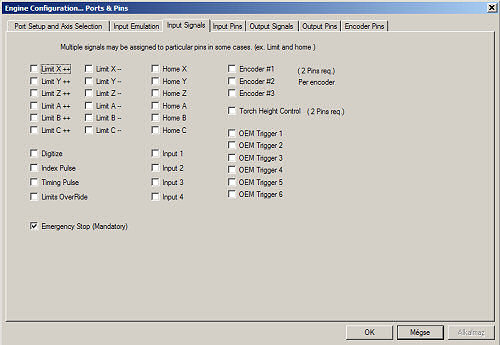
Bemenetként csak a vész stopot engedjük meg (mivel nem
engedi letiltani).

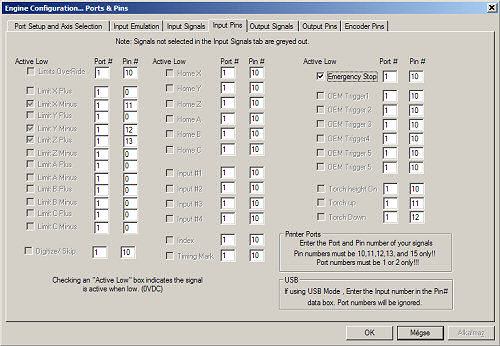
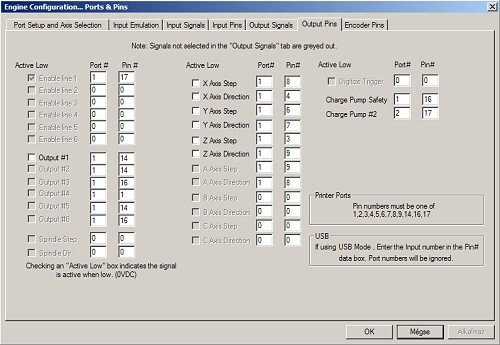
Ez a bitkiosztás Profi1
PCB V3.2-es (régi
típusú) Vezérlő nyákra igaz!
A konkrét portok-bitek és funkciójuk összerendelésének a helye. Pl. External Activation (jelen esetben a relé) = magas szinten aktív, 1-es LPT porton a 14-es láb. A 0-ás LPT-port az inaktív állapotot jelenti.
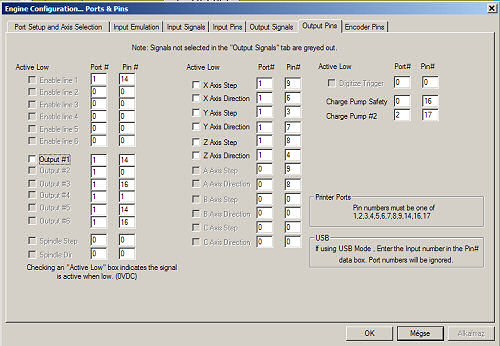
Ez
a bitkiosztás
Profi1 PCB V4.x
(új)
Vezérlő nyákokra igaz!
Általános beállítási táblázat PCB V4.1 nyákokra:
| Funkció | LPT lábszám |
| Port=&H378 | |
| X Step | 8 |
| X Dir | 4 |
| Y Step | 6 |
| Y Dir | 7 |
| Z Step | 3 |
| Z Dir | 9 |
| Port=&H37A | |
| Spindle(Mill) | 14 |
Slave Axis
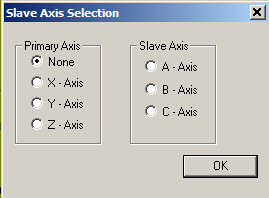
Nem használjuk
Motor tuning (sebesség, gyorsulás, lépésszám adatok):

Ez az én gépem X tengelyére vonatkozik (3D).
Fontos beállítási adatok: Minimum Pulse Width=10 uS és Direction PreChange=50 uS!!!
A következő paramétereket tengelyenként kell megadni:
Step per Unit = egységnyi (pl. mm) elmozduláshoz szükséges motor léptetési szám
(a motortól és az áttételtől függ).
Vel = sebesség Unit/másodperc-ben (pl. mm/másodperc). A motortól és a
mechanikától függő értékek.
Accel = gyorsítás Unit/másodperc^2-ben. A motortól és a mechanikától függő
értékek szintén.
Az adatok módosítása előtt ki kell jelölni az adott tengelyt, majd a módosítás után Save Axis!
Motor Reversals:

Ha a motorok fordítva forognának
Backlash Values (kottyanás mértéke)
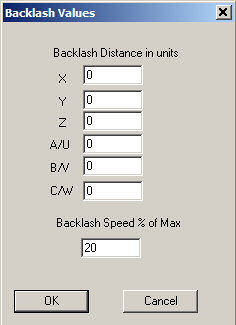
Pontatlan mechanika esetén itt lehet a kottyanás mértékét és a kompenzáció
sebességét megadni.
A szoftveres kottyanás kompenzációnál (Backlash) külön-külön
megadható minden tengelynél a kottyanás mértéke (unitban) és egy egységes
kompenzációs sebesség a maximum sebességhez képest %-ban.
A szoftver ezen megoldása igen kifinomult és jól működik! Minden irányváltáskor
a beállított és később engedélyezett (lásd lentebb) kompenzációt a beállított %-os
sebességgel végrehajtatja, de maga a kompenzációnál nincs gyorsítás és lassítás!
Ezt a % megadásánál figyelembe kell venni (nehogy lépésvesztés lépjen fel)!
Homing Configuration:

Ez még nem világos...
Software Limits (a program méret korlátozása):
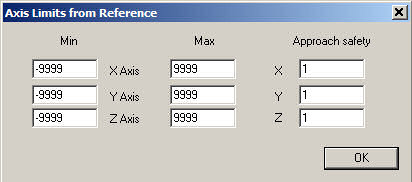
10m×10m nem kevés...
Át kell állítani a Min értéket negatív tartományba is, hogy mozoghassunk negatív irányokba is! Ez az érték lehet, hogy a program állttal használható max. korlátok? kb 10×10m-es gép? Nem is rossz!
Output Devices (maró motor vezérlés):

A relé mind két irányba meghúzzon és a maró 2s-ig
felpörög.
ToolPath (grafikus maróút pálya megjelenítése):
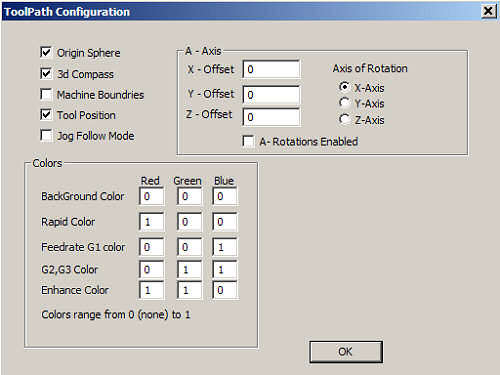
Mit és milyen színekkel jelenítsen meg 3D-ben...
Logic Configuration (logikai vezérlések):

Ezen még valószínűleg lehetne finomítgatni...
Az 5.99-töl megjelentek a hang effektek is. Ha a hangképzés bezavarna, azt is itt lehet letiltani (Allow Wave és Allow Speech)!
State (állapotok):
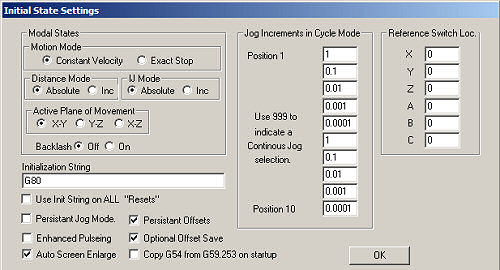
Az "Enchanced Pulseing" nagyobb impulzus egyenletességet (sima motor járást) biztosít, kicsit nagyobb CPU terheltség mellett. Gyors PC-k (>2GHz) esetén ajánlott bekapcsolása. Lassú PC-k esetén zavart okozhat!
A "Backlash Off/On" kapcsolja ki és be a kottyanás kompenzációt.
A beállítások adatai A Lock/Unlosk műben jelszóval levédhetők.
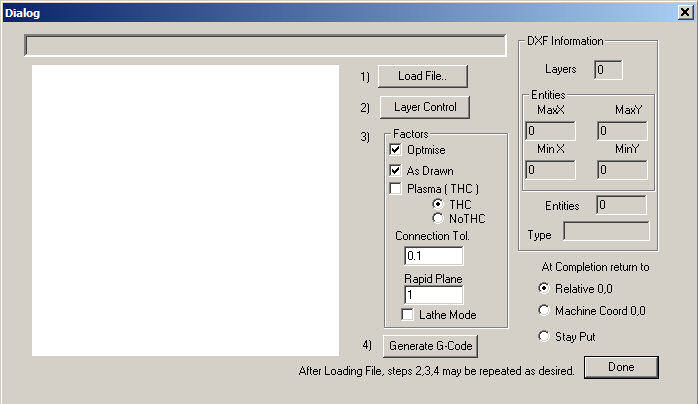
Ez a panel nagyon hasonlít a Master5 által használt DXF importhoz. Az importálás sorrendje a számozás alapján történik (fentről lefelé). Előszőr (1) betöltetjük a kívánt DXF file-t.
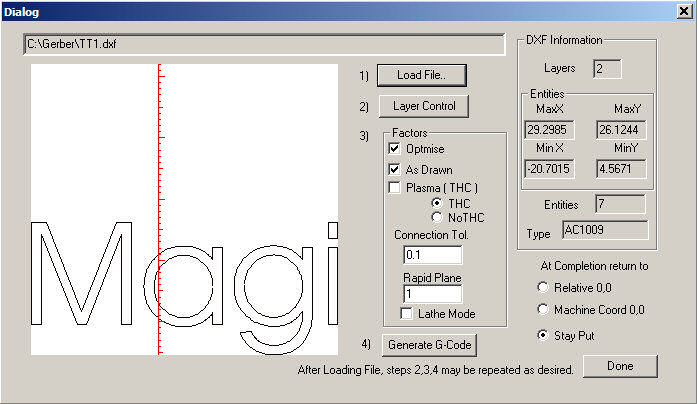
A Rapid Plane a gyors mozgatások magassága unit-ban. Két pálya közötti áttérésnél használt szerszám magasság.
As Drawn kikapcsolása esetén a rajzot a gépi 0,0 pontra illeszti! Bekapcsolása esetén a rajz által meghatározott ponton lesz.
Plasma [THC] funkciók a plazma vágóknál használatos gyújtási funkciókat vezérli. Alkalmazása esetén a Rapid Plane áttérésekor kikapcsoltatja a plazmát (nem vágja át a lemezt két pálya között)! A plazma gyújtását a morómotor reléjével lehet vezéreltetni.
Utána a Layer Controlnál beállítjuk az importálási paramétereket.
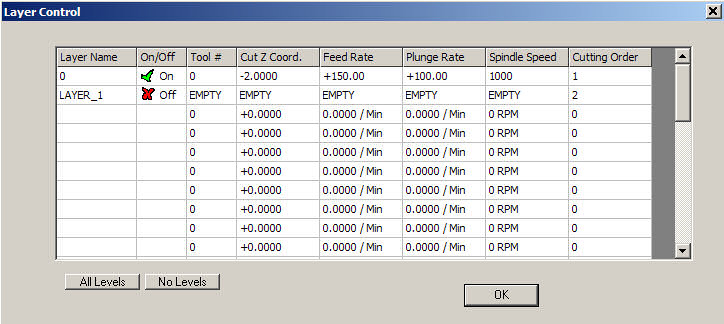
Ez a legfontosabb rész! Itt láthatjuk a DXF file rétegeit amit
megrajzolásakor létrehoztunk. Minden rétegnek külön, külön megadhatjuk a
használatát.
Sorrendben:
Layer Name = rétegek elnevezése.
On/Off = On használjuk, Off nem használjuk az adott réteget.
Tool # = a réteghez rendelt szerszám száma (a szerszám adatai módosíthatják a
marópályát).
Cut Z Coord. = Marási mélység megadása unit (pl: mm)-ben.
Feed Rate = marási sebesség unit/perc-ben
Plunge Rate = Befúrási (lefele) sebesség unit/perc-ben (a szerszámot lefele
ezzel mozgatja, felfele max sebességgel)
Spindle Speed = marómotor fordulatszáma amennyiben a program közvetlenül PWM-mel
vezérli a motort (Profi Vezérlő esetén ez nem játszik)
Cutting Order = végrehajtási sorrend a rétegek között (prioritás)
Ezek az adatok mind befordítódnak a generált G-kódba.
Ezek után Generate G-Code -al le kell menteni a generált G-kódot (egyébként nem importál). Később, ha újra szükség lenne rá, elég csak ezt a G-kódot betölteni.

("Teszt környezet")
PCB V4.1 nyák használata esetén, és a program helyes beállítása után, kiváló eredményeket produkált a program!
Hibátlan Spirálteszt eredménye
FIGYELEM!
PCBV4.0x átalakítás leírása PCB
V4.1-é itt!
A Mach2 egyik különlegessége a nagyfokú testreszabhatósága.
Amellett, hogy a CNC gépünk gyakorlatilag minden paraméterét szabadon
beállíthatjuk, még a program kezelőfelületét és nyelvezetét (a menük
kivételével), valamint az egyes funkciók (pl. gombok) működését is szabadon
programozhatjuk (Visula Basic Script rutinokkal)! Lehetőség nyílik a programot
teljes egészében a gépünkre szabni.
A testre szabáshoz a Mach2 könyvtárába felkerült Mach2Screen.exe nevű programot
kell elindítani.
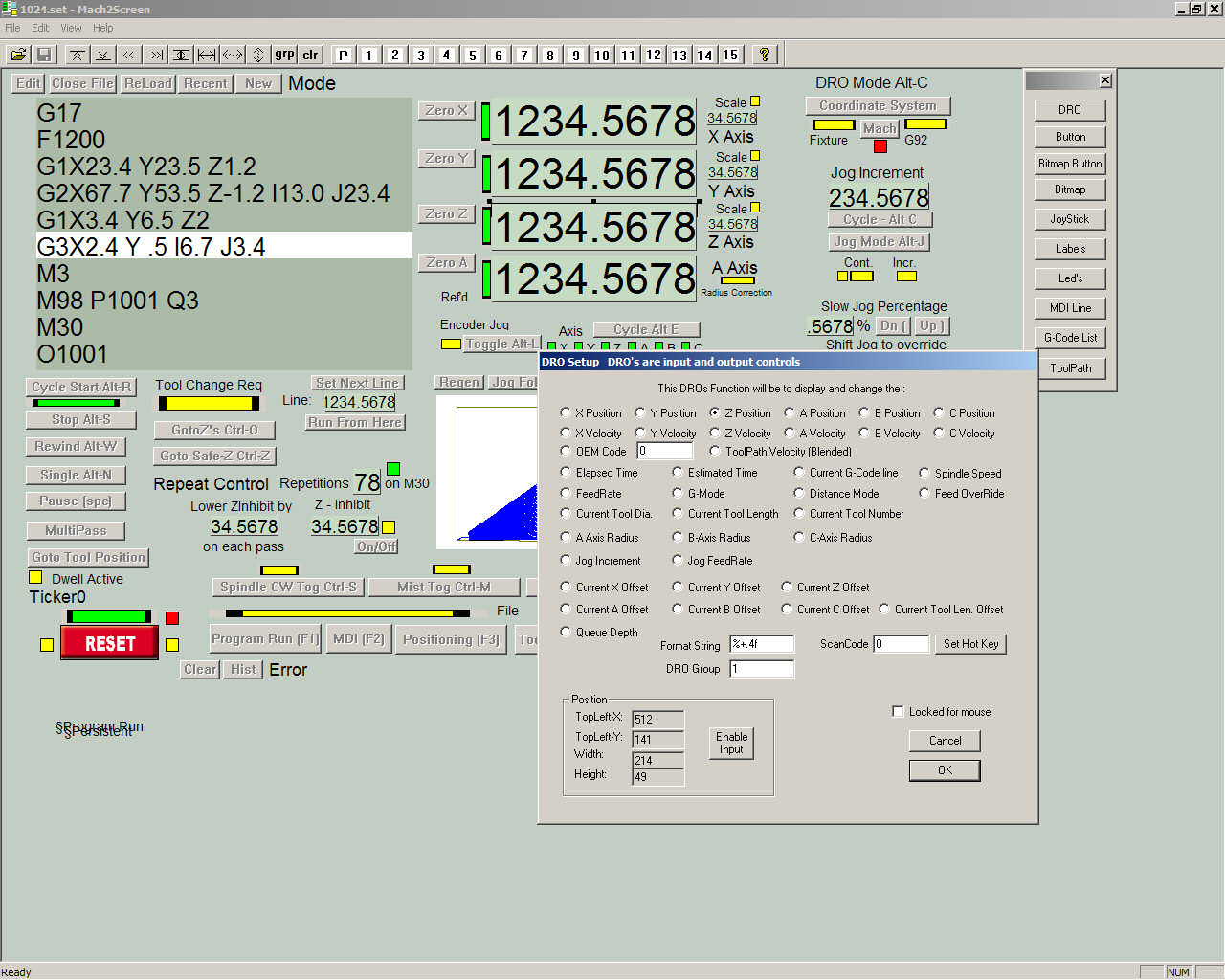
Mach2Screen.exe
Ezzel a programmal a Mach2 vezérlő (Mill és Turn és egyéb felületek) minden egyes gombjainak, LED-jeinek, feliratainak és adatmezőjének minden paramétere (helye, mérete, nyelve, funkciója) szabadon megváltoztatható! A programba be kell tölteni a megváltoztatásra szánt képernyő set-et (pl. 1024.set), vagy teljesen új is létrehozható vele. Kezelése nagyon hasonlít a Visual Basic grafikus objektum szerkesztőjéhez. Bármelyik elemre kettőt kattintva hozzáférhető annak tulajdonság ablaka, ahol minden befolyásolható paramétere hozzáférhetővé válik. Használatáról angol nyelvű leírást találhatunk a program weblapján. Érdemen tanulmányozgatni, igen sok lehetőség rejlik benne!
Az így szerkesztett vagy újonnan létrehozott felületet a Mach2-ben a Layouts/Load Layout menüvel tölthetjük be. Ezekután érdemes a programból kilépni és újraindítani (a teljes inicializálások miatt)! A program letárolja a felületünk nevét és elérhetőségét (ez lesz az alapértelmezett felület).
![]() Hobby
CNC Profi1 CNC Vezérlőre optimalizált felület
Hobby
CNC Profi1 CNC Vezérlőre optimalizált felület![]()
![]()
Profi
CNC 3D Screen
(Mach2 felületek)
Letölthető képernyő file-ok:
| 3D ProfiV1.0 : Profi.set (75 kB) |
| 3D ProfiV1.1 :Profi11.set (75 kB) |
| 3D ProfiV2.1:Profi21.exe
(86kB) (Info lejjebb!) |
Ismertetések:
(3D ProfiV1.0)
A
képernyő file-t be kell másolni a Mach2 könyvtárába (pl. C:\Mach2) és a Mach2-őt
elindítva a Layouts/Load Layout menüvel tölthető be (a programot ezután
újra kell indítani)!
Jelenleg a főképernyője (Futtatás) van lefordítva és a Vezérlőre optimalizálva
(a többi képernyő is elérhető angolul).
A Felület használatának ismertetése:
Vész Stop:

Feloldásáig a legtöbb funkció tiltott lesz. Megmunkálás közben ez vagy az Esc gomb vész stop-ként funkcionál.
Ablakváltók:
![]()
A külömböző ablakok váltására szolgál. Jelenleg csak a Futtatás ablak van magyarosítva és a vezérlőre optimalizálva (ezen ablak ismertetése következik). A többi ablak angolul és eredeti formájában érhető el.
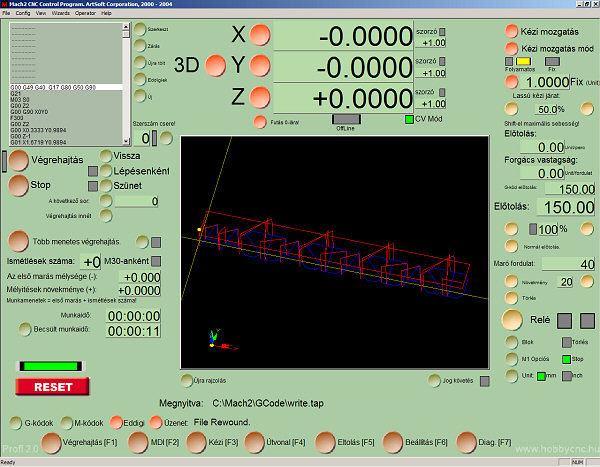
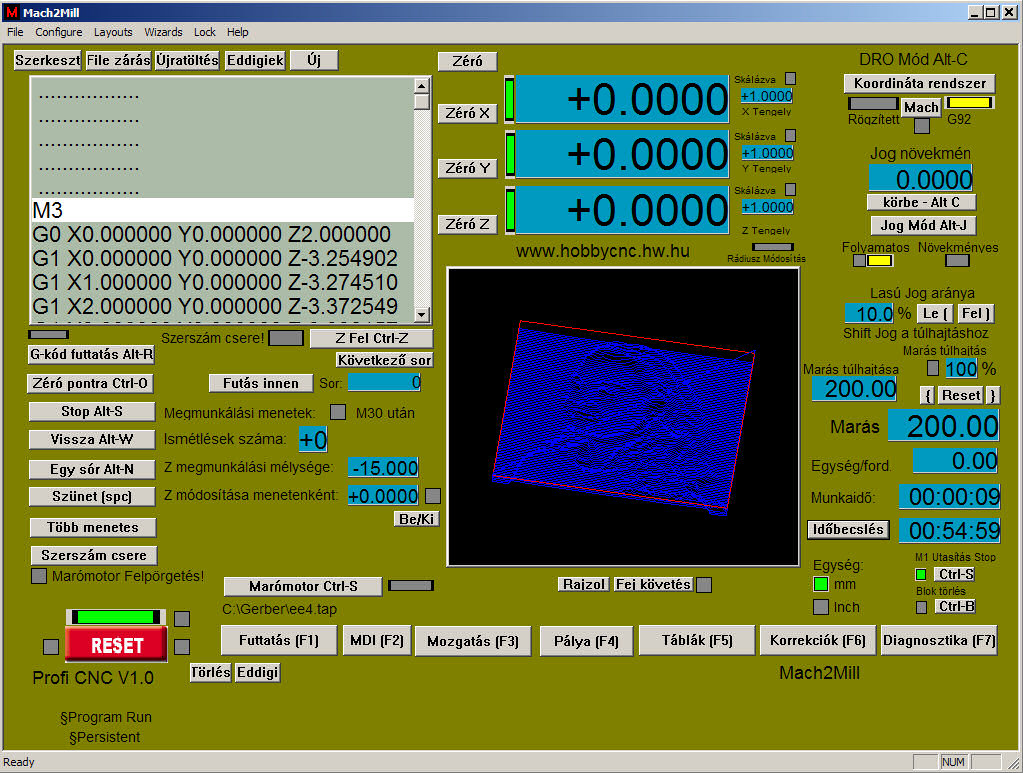
Futtatás ablak:
Pozíció jelzések:

Az aktuális koordináta pozíciók jelzése unit-ban (a setup-ban
meghatározva mm vagy inch).
A Zéró gomb mindhárom koordinátát nullázza, a többi csak a hozzá tartózóakat. Az
anyagot megérintjük a szerszámmal és ezen gombok segítségével vesszük fel a
virtuális 0,0,0 pontokat. Innen számítjuk a megmunkálási adatokat, utakat.
A Skálázva mezőben (a +1-et átírva és Enter) lehet nagyíttatni és kicsinyíttetni
a marópályákat. A LED-ek az 1:1 állapottól való eltérést jelzik ki.
A Rádiusz Módosítás LED jelzi ha a szerszámadatok a programozott utakat
módosítják (csak külön kérésre).
G-Kód ablak és kezelő gombjaik:

A programba közvetlenül (pl: File/Load G-Code) vagy importálás útján (pl: DXF importtal) betöltött G-kódot találhatjuk meg ebben az ablakban. A kiemelt világosabb sor mutatja futás alatt az éppen végráhajtás alatti G-kód sorát. Ha a görgető nyilakkal mozgunk a G-kód soraiban, a középen található marópálya ablakban (path) láthatjuk grafikusan az adott sor útvonalát.
Az ablak felet található öt gombbal megváltoztathatjuk ezt a G-kódot:
Szerkeszt - egy külső program segítségével (pl. jegyzettöbbel) beleszerkeszthetünk a G-kódba.
File zárása - kiléphetünk a megnyitott G-kód file-ból (ablak törlése).
Újratöltés - újra tölti amár egyszer megnyitott G-kódot.
Eddigiek - Az utoljára használt G-kod file-ok listája.
Új - új G-kód megnyitása.
Szerszámpálya útvonal ábrázoló 3D-s ábra:

A betöltött G-kód által meghatározott szerszámútvonalakat
ábrázolja 3D-s képként.
Az egér és gombjai segítségével és néha a shift gomb nyomvatartásával
forgathatjuk a tér bármely irányában és mozgathatjuk a síkban, valamint
nagyíthatunk az ábrán. Az ábrára kettőt kattintva vissza áll az alapértelmezett
nézetre.
A Rajzol gomb újrarajzolja az ábrát, a Fej követés bekapcsolása esetén a képernyő közepére a szerszámfej fixálva lesz megjelenítve az ábra (egyébként az ábra fix és a szerszám mozog).
G-kód végrehajtási műveletek:

A betöltött G-kódot ezekkel a parancsokkal (gombokkal) lehet végrehajtatni.
A gombok nagyrésze elég beszédes, jelentése magátol érthető. Csak az érdekesebb gombokat ismertetem:
Zéró pontra - a nem zérópontban álló szerszámot a szoftveres 0,0,0 pontra mozgatja.
Több menetes - ez a G-kód által meghatározott mélységig több meneten keresztüli megmunkálást tesz lehetővé.
Mély 2D és 3D-s marásoknál igen hasznos funkció. Részletesebb leírását lásd később!Szerszám csere - a setup-nál meghatározott szerszám cserélő pozícióba mozgatja a gépet (nagy gépek esetén nem kell behasalni az asztalra..)
Z Fel - a setup-nál meghatározott "biztonsági" magasságba emeli a Z tengelyt.
Futás innen - a sor mezőbe beírt és enterrel elfogadtatott sortól hajtja végre a G-kódokat (csak regisztrált program esetén).
Be/Ki - töbmenetes végrehajtás kapcsolója (lásd később).
Marómotor - a vezérlőkártyán lévő relé működtetése.
LED-ek:
Bal felső a G-kód futását jelzi
Szerszám csere - a G-kódban programozott szerszámcsere kérelmet jelzi
Megmunkálási menetek - aktív állapotát jelzi
Z módosítás menetenként - lásd később
Marómotor felpörgetés - a setup-ban meghatározott marómotor tehetetlenségi idejéig (start) jelez.
Marómotor - bekapcsolt állapotát jelzi
Kézi mozgatás:

A kézi mozgatások (Jog) módját és mértékét határozza meg.
A két tengelyt X-et és Y-ont a nyilakkal, a Z tengelyt a Page Up és Page Down
gombokkal normál sebességgel (lásd a Lassú Jog aránya %-ban mezőt) mozgatunk,
Shift-el és a gombokkal egyszerre a maximális sebességgel mozgatunk.
A Jog maximális sebessége a motor tuning menünél meghatározott max sebesség az
adott tengelyen! Ezt vesszük 100%-nak.
A Jog Mód gombbal lehet váltani a kétféle mozgatási mód között. Van folyamatos (amig
nyomjuk a nyilakat addig megy) és van növekményes (egy nyomás = egy növekményes
étéig mozgat szakaszosan).
A növekményes módban a Jog növekmény mezőben meghatározott úthosszig mozgatunk
egy gombnyomásra (akár 0.00001mm-eseket is). A Körbe gombbal a setup-ban
meghatározott növekmény listában lépegethetünk körbe, körbe.
A Lasú Jog mezőbe beírhatjuk a Shift nélküli folyamatos mozgatás sebességét %-ban.
Marási sebességek:
A G-kódban programozott (vagy nem programozott pl. 3D képek
importálásánál, lásd később) sebességeket lehet felülbírálni ezzel a mezővel. Az
adatok ugyan bármikor átírhatóak (és Enter), de érvényre csak egy új futtatás
alkalmával lépnek (menetközben nem)!
Mértékegységük Unit/perc (pl. mm/perc)!!!
Az alsó Egység/for a pillanatnyi sebességet mutatja Unit/perc-ben.
Megmunkálási idők:

A Munkaidő az egy menetnek az ideje (többmenetes
megmunkálás esetén menetenkénti időt jelent).
Időbecslés gombbal megbecsültethető vele egy menet ideje (egymenetes munka
esetén a teljes munkaidő).
Becslésnél az aktuális marási sebességekkel számol (lásd fent)!
Egyéb jelzések:
Egység - a két lehetséges mértékegység állapota. Váltása esetén
a programot újra kell indítani.
M1 - utasítás végrahajtása vagy eldobása állapot.
Blok törlés - végrehajtása vagy eldobása állapot.
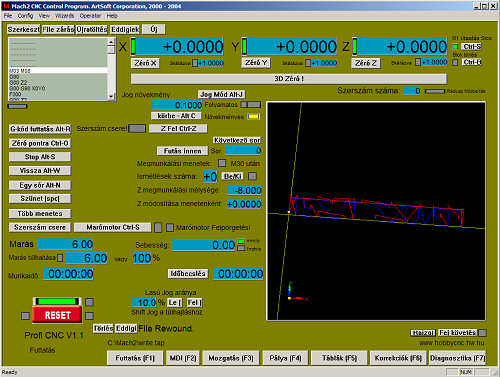
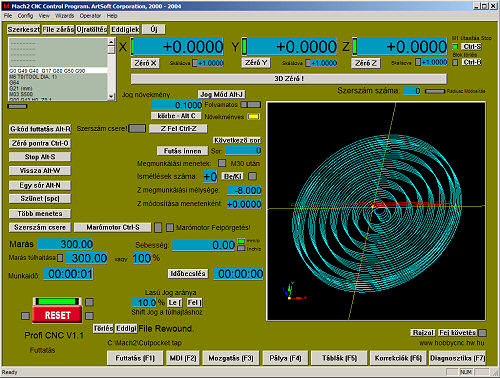
(Továbbfejlesztett, grafikus felület)
A képernyő felület Regisztrált Mach2
V6.11L-el tesztelt. Továbbfejlesztett képernyő, kibővített billentyű
használattal, Magyarul!
Működése hasonlít a V1.0-hoz, de annak hibáit kijavítva. Magyarra lefordítva
csak a Végrehajtás ablak van, a többi Angol.
Telepítése:
Az önkicsomagoló exe file-t be kell másolni a Mach2 könyvtárába majd elindítani.
Feltelepítése után a Mach2-ben a szokásos módon meg kell adni a Profi20.set file helyét (Mach2 könyvtárában lesz).
Billentyű parancsok:
"ESC" Vész stop (Reset)
"nyilak és PageUp, PageDown" lassu kézi mozgatás
ugyan ezek +"Shift" gyors kézi mozgatások
"F1" - "F7" ablakok
"0" (karakteres billentyűzeten a nulla) 3D zéró
"v" Végrehajtás
"s" Stop
"Home" futás 3D zérókra
"0" Numerikus billentyűn, újrarajzolás
"Del" Numerikus billentyűn, Relé be/ki (ha van Maró fordulat beállítva)!
"+" Numerikus billentyűn, Maró fordulat növelése
"-" Numerikus billentyűn, Maró fordulat csökkentése
"Backspace" kézi mozgatási mód váltása (folyamatos/növekményes fix értékekkel)
"Space" Szünet
Egyik nagyon hasznos funkciója a programnak, hogy lehetőség van
egy olyan G-kód végrehajtási módra aminél a G-kód által előírt mélységet csak
opróbb lépésekben több menet során érjük el. Ha pl. a G-kódban nagyobb mélységet
kel marózni mint amit a szerszámunk egy menetben képes az adott anyagban, a
szerszámmal fogásmélységenként, több menetben maróztathatjuk ki az anyagot.
Nagyon jól jön ez a funkció a 3D-s képek mélymarásához (látványosabb hatáshoz)!
A lényege a dolognak a következő:
A betöltött G-kóg határozza meg a maximális Z mélységet amit a menetenkénti marásnál el akarunk érni.
Meg kell adnunk, hogy hány menetben (+ az első marás) szeretnénk elérni ezt a mélységet.
Meg kell adni, hogy az első marást milyen mélységgel kezdjük.
Meg kell adni, hogy menetenként mennyivel növeljük a mélységeket (Max mélység ==kezdö mélység+(menetek száma×növekmény))
Ha képlet nagyobbra adódna (mélyebbre) mint amit a G-kód meghatároz, nem megy
mélyebbre, csak feleslegesen fogja bejárni a már elért mélységet! Ez teszi
lehetővé a 3D-s alakzatok marását, mert azok a pontok amik már kellő mélységben
kimaródott, nem mélyül tovább (igaz, hogy ezt is bejárja majd feleslegesen)! Ami
még szebbé teszi az egészet, hogy az ideiglenes pályát a már kész pályával
interpolációval közelíti!

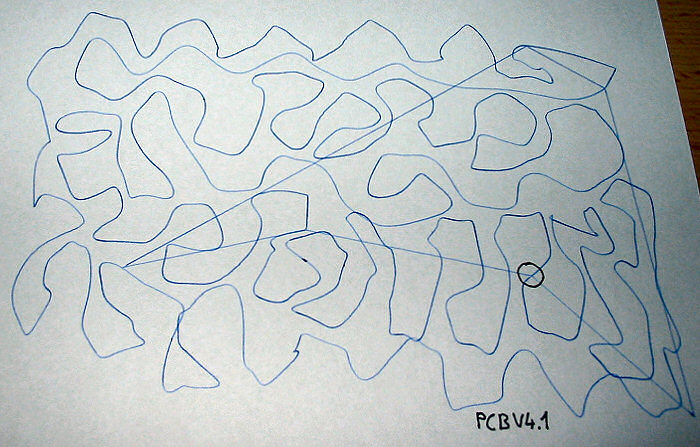
(Többmenetes interpoláció)
A képen látható mintát 4 fogással (első marás+ 3 menet) alakult ki. A 3. menetben nem a menet növekménynek megfelelő mélységben marózott, hanem a G-kódban meghatározott mélységig. A köztes útpályákat interpolációval közelíti a kívánt eredményhez.
Ugyan a kék mező átírásával és a Be/Ki gombbal is aktiválható ez a funkció, de a jelenlegi (V5.96) a menetek váltásakor elrontja (bug) a kezdőpontot! A jó működéshez a Több menetes gomb segítségével kell aktiválni ezt a funkciót! Remélhetőleg ez a hiba később ki lesz javítva.
A Több menetes gombra kattintva egyenként kéri be ezen adatokat:
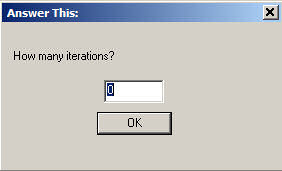
A - Mennyi menetben lesz megmunkálva (végeredmény=első marás+menetek száma)?
B - Az első marás mélysége? (negatív ha lefele marózunk)
C - Menetenkénti növekmény? (pozitív szám)
Vég mélység=B+(A×C) vagy ha hamarabb eléri a G-kód által meghatározott mélységet, akkor G-kód (lásd az ábrát)!!!
HPGL
file-ok importja
(gravírozáshoz a legjobb és legegyszerűbb file formátum!)
Azoknál a programoknál amik exportálásnál ismerik a HP plotter file formátumát (HPGL-t), célszerűbb ezt kihasználva tervezni! Ennél a file formátumnál nem jelentkezik a DXF-eknél meglévő kör záródási problémák (pl. Corel Draw-nál) és így azok nehézkes konvertálása, valamint nem kell a szöveget konvertáltatni simmibe (DXF-nél curves-szé). Rajzolás után egyből mehet a hpgl file export (mérte helyesen) és a Mach2 ezt hibátlanul importálja.
Lépések (pl. Corel Draw 11 -> HPGL -> Mach2):
Corel Draw-ban:
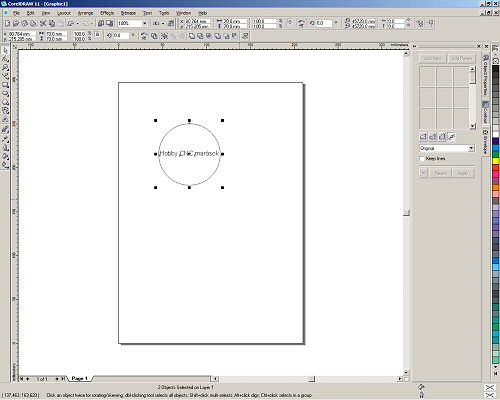
A megrajzolt (mérethelyes) ábra kijelölése.
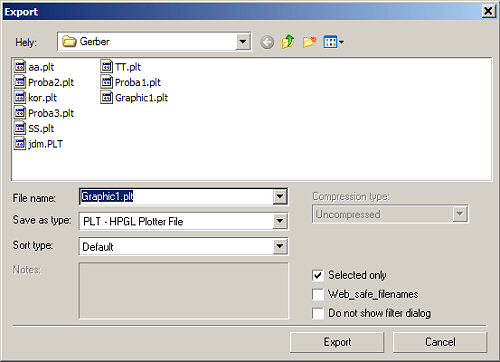
Exportálása HPGL Plotter File-ba (Save as Type). Ha a Selected only ki van
jelölve akkor csak a kijelölt részt fogja elmenteni, egyébként az egész lapot.
A következő kérdés ablak tartalma lényegtelen, mert majd a Mach2 ezt figyelmen
kívül veszi.
Mach2-ben:
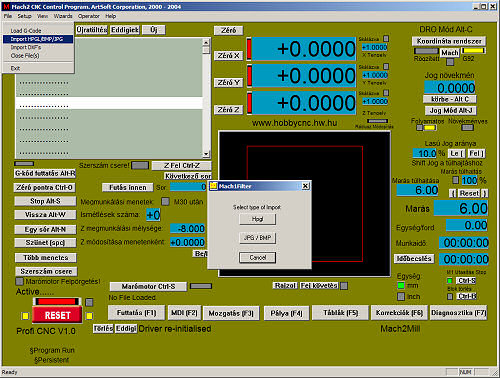
Ki kell választani a Hpgl importot.
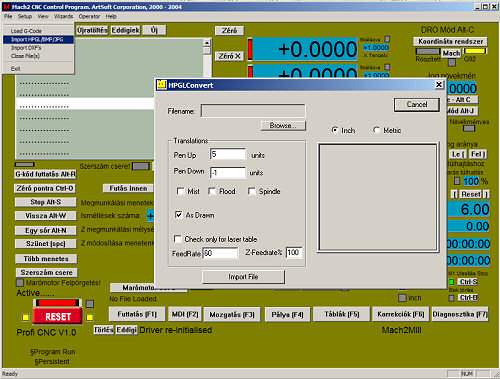
Itt meg kell adni a Browse..gombbal az előbb lementett HPGL file-t
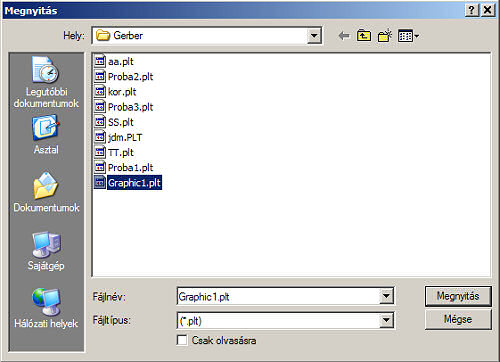
A párbeszéd ablak Fájl típusát *.plt-re kell állítani mert a Corel Draw ilyen
kiterjesztéssel ment.
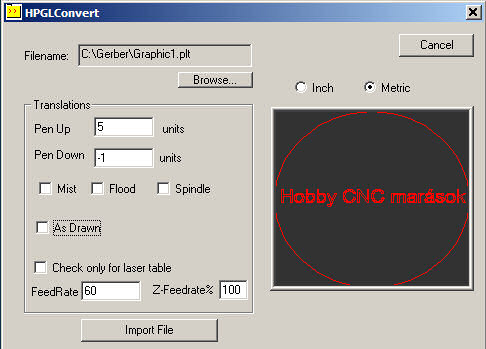
A méretet be kell állítani a Corel Draw-ban beállítottnak megfelelően (ha
mm-volt akkor Metric), egyébként nem lesz mérethelyes!
A Translations mező Pen Up értéke lesz a szerszám átlépések magasséga (pozitív
számok!!!) unit-ban.
A Pen Down lesz a marási mélység (negatív számok!!!) unit-ban.
A Spindle legyen bejelölve egyébként nem kapcsolja be a marót!!!
Az As Drawn legyen kikapcsolva ha azt akarjuk, hogy az ábra bal alsó sarka
legyen a 0,0 pont (egyébként a Corel által adott 0,0 lesz)!!!
Check only for laser table lézer vágási optimalizáció.
FeedRate lesz a marási sebesség (unit/perc-ben)!
Z-Feedrate% lesz a befúrás sebessége a marási sebességhez viszonyítva %-ban!
Az Import File-al le kell mentetni az így generált G-kódot!

Marásra kész import vége.
Záródó körök és hibátlan ékezetes betűk.
Ismételt felhasználás esetén elég csak a már lementett G-kódot betöltetni.
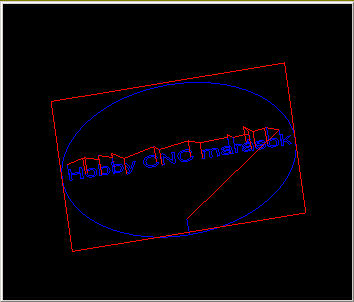
![]() Egy
fontos különbség a HPGL és a DXF import között (generált G-kód eltérés ugyan
arról a rajzolatról (V6.00RC4)):
Egy
fontos különbség a HPGL és a DXF import között (generált G-kód eltérés ugyan
arról a rajzolatról (V6.00RC4)):
DXF importnál a G-kód kezdésnél felemeli a Z tengelyt utazó magasságba és így indul el a kezdőpontig (biztonságos kezdés, nincs oldalirányú elmozdulás a munkadarab megérintési pontjából). HPGL importnál a szerszám a kezdőpontba lineáris interpolációval (egyszerre mindhárom koordináta mozgatásával) indul el! Ez odafigyelést igényel mert nyomot hagyhat a munkadarabon a megérintés pontjában (elindul oldalra is és közben emel), rosszabb esetben szerszámtörést is okozhat!
![]() Wizard-ok
Wizard-ok![]()
(speciális műveletek)
Fontos! A Mach2 első telepítése után érdemes elindítani (felrakni) a Mach2 könyvtárában lévő "separateur decimal.reg" nevezetű regisztrációs file-t! Ha ezt nem tesszük meg, a wizárdok és makrók nem fognak jól működni!
A Wizardok külső beépülő modulok a Mach2-ben. Speciális,
célfeladatokat végeznek el a Mach2 szolgáltatásait felhasználva, esetleg azokat
módosítva saját kezelő felületekkel.
A Wizard-ok vagy az ArtSoft,
vagy külső cégek, emberek termékei, melyeket ha arra érdemesnek talál az
ArtSoft, belerakja a
legközelebbi frissítéseibe.
Az éppen elérhető Wizard-okat megtaláljuk a Wizards/Pick Wizard... menük alatt:
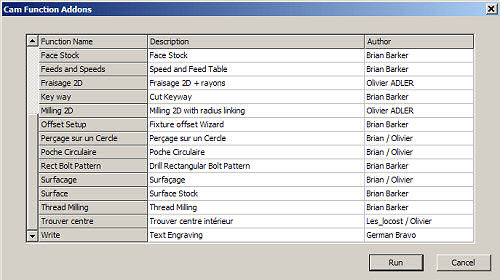
(speciális fumkciók, Wizard-ok)
Általában elindításuk (Run) után, a wizard-ok átalakítják a
kezelő felületet az adott célfeladatra optimalizálva és a panelek beállítása
után generál egy optimalizált G-kódot, melyet lement és visszalép a főpanelba
(pl. Profi CNC V1.1) ez után munka elvégeztethető (marás, fúrás, stb.) innen.
A wizard-ok felületét, funkcióit folyton fejlesztik, ezért előfordulhat, hogy az
éppen használt verziónál kissé eltérnek (bővülhetnek) az éppen elérhető gombok,
kapcsolók!
![]() Write
(Text Engraving):
Write
(Text Engraving):
(egyszerű, egyvonalas, ékezet nélküli szövegek
gravírozása)
Az Angol Wizard:
Ez a wizard kiválóan alkalmas munkadarabok egyedi szöveges azonosítójának
gravírozására miniatűr méretekben is (egyvonalas, jól olvasható betűk)
Elindítása után a következő kezelőfelületet kapjuk:

(Text Engraving)
A kezelő felület egyértelmű és önmagáért beszél.
Ami érdekesebb lehet:
Direction = szöveg iránya
Mirror = tükrözés
Z Top Material = anyag felszine (alapvetően 0)
% Separation = térköz %-ban
Height = betü magasság Unit-ban
Save Setting = lementi a beállításokat
Return to Main Screen = G-kód generálása nélkül lép vissza.
Write (Enter gomb) = G-kód generálása és visszalépés a főablakba.
A tasztatúra gombokra kattingatva írhatjuk a szöveget amit a Write (Enter gomb) segítségével ment le a program és lép át a főablakba (Profi V1.1)
Ezek után a Mach2 látja a G-kódot és végrehajtható a gravírozás.
(munkára kész)
Alapesetkén az így generált G-kódot a Mach2 könyvtárába, Write.tap-néven menti
le, amit szükség esetén a Szerkeszt-Jegyzettömb-Mentés másként menükkel
átnevezhető és áthelyezhető!
A betűk íveit G1 interpolációval csinálja (nagyon jó)!
![]() Circular
Pocket (Cut a Circular Pocket):
Circular
Pocket (Cut a Circular Pocket):
Spirálalakban elvégzett, többmenetes zsákmarás. Kiválóan alkalmas pl. csapágyfészkek kialakításához.

(többmenetes zsákmarás)
Paraméterek:
X és Y Center Pos = a spirál középpontja,
Pocket Dia. = a spirál külső átmérője (a kívánt külső átmérő)
% Stepover = a szerszám átmérőhöz viszonyított fogás %-ban,
Ramp Dis. = a spirál oldalfalától ennyivel húzza vissza kiemelés előtt (nem csikarja össze a felületet!),
Feedrate = marási sebesség,
Rapid height = kiemelés magassága [unit/perc],
Feed Plunge = befúrás sebessége [unit/perc],
Depth = a zsák kívánt mélysége [unit],
Step Depth = menetenkénti fogás (mélyítés) [unit],
Tool Dia = szerszám átmérő (figyelembe veszi a pálya számításnál!) [unit],
Tool Number = a szerszám tool listabeli száma (futáskor bekéri),
CW, CCW = spirál forgás irány,
Spindle RPM = szerszám forgási sebessége (Profi1 Vezérlőnél nem játszik),
CW, CCW (M3) = szerszám forgás irány (Profi1 Vezérlőnél nem játszik),
Unit = egység váltása,
Coolant = hűtőfolyadék vezérlés (Profi1 Vezérlőnél nem játszik),
Post Code = G-kód generálása,
Exit = vissza a főablakba.
(marási pálya)
![]() Circular
bolt pattern (Drill Circular Bolt Pattern):
Circular
bolt pattern (Drill Circular Bolt Pattern):
Körpályás, akár többmenetes, mély fúrások. Alkalmas pl. vastag anyagok kör kivágására forrással.

(vágás furással)
Paraméterek:
X, Y Position = a kör középpontjai,
Bolt Circle Dia = a kör átmérője (fúrások középvonala),
Start Angle = első fúrás kezdéspontja fokban,
Number of Holes = fúrások száma,
Depth of Holes = fúrások mélysége,
Rapid Height =kiemelés magassága,
Pack Depth = menetenkénti mélység,
Tool Number = szerszám Tool List-beli száma (be fogja kérni),
Feedrate = fúrási sebesség,
Dril, Deep Hole Drill, High Speed Peck = fúrási módok (sima, több menetes mély fúrás, gyors és több menetes fúrás),
Unit = egység,
Post Code = G-kóg generálás,
Exit = vissza a főablakhoz,
Save Setting = beállítások mentése,
Coolant = hűtőfolyadék vezérlés (Profi1 Vezérlőnél nem játszik),
a többi nem érdekes (nem játszik a vezérlőnél)

(körpályás fúrások)
stb.
(Mach3 Mill Magyar
Kézikönyve pdf formában)
A leírás ugyan a Mach3-ra készült, de tartalmaz mindent a Mach2-ről (Mach3 a 2-es bővített utódja)! A program teljes használati és beállítási leírása Magyarul (152 oldalon, 3MB)!
A weblapról (http://www.artofcnc.ca/DownLoads.htm)
letölthető programok demók, és a megvásárolható változatok is egyben! A liszenc
file hiányában funkció korlátosak (lásd a bevezetőben
leírtakat).
Az Art of CNC felhatalmazott OEM
disztribúcióval és így megtakarítható az átváltási és banki tranzakciós
költségek! Itt a liszenckérelmet közvetlenül lehet megrendelni forintban és a
továbbiakat én intézem.
A liszenc kérelemnél meg kell adni a kért regisztrációs nevet (nem tartalmazhat Magyar ékezetes betűket). A kérelmet mindig visszaigazolom! A regisztrációs díjat át kell utalni a
Az összeg beérkezése után, 24h-án belül megküldöm mail-ben a névre szóló regisztrációs file-t (Mach1Lic.dat). A regisztrációs file-t be kell másolni a feltelepített program mellé (pl: C:\Mach2 v. C:\Mach3 könyvtárba). Ez a regisztráció korlátlanul érvényes a Mach1; Mach2; Mach3 programokra és ezek update utódjaikra!
A regisztrációval terméktámogatás is jár, melyet a regisztrációs név megadásával (e-mailben), az Art of CNC-nél lehet igénybe venni (Angolul). Bővebb információért forduljon a szerzők weblapjához.
Számlaigény esetén, ezt a szándékot külön a vevőnek kell intéznie az Art of CNC-vel!
