
http://www.artofcnc.ca/index.html
Master5
CNC vezérlő szoftver
(Release 3.3ATP)
http://www.artofcnc.ca/index.html
Módosítás: 2004.05.21.
![]() Végső
tesztek!
Végső
tesztek!![]()
(Külön köszönet Lampas-nak a hadhatós
segítségéért!)
Impulzus időzítések:
Összehasonlítva a KCam4-el, a motorvezérlése nagyságrendekkel simább! Saját impulzus driver-rel rendelkezik (Win XP) ami majdnem tökéletesen sima impulzusokat generál a CNC elektronika számára (azért ez sem tökéletes).
(Impulzus Driver Setup és Monitor felülete)
Vezérlés közben a processzort alig (<20%) terheli
(szemben a KCam4-gyel ami 100%-ra terhel)! Mivel egyenletes impulzust generál és
ismeri a motor gyorsítást-lassítást, nagyobb mozgatási sebességeket lehet vele
elérni.
Megmunkálás közben ugyan lehet a számítógéppel mást is csinálni (pl:
Internetezni), de már sikerült futás közben megbolondítani az impulzus drivert,
ezért megmunkálás közben nem javallott a gépet másra is használni (hiába kicsi a
processzor terheltsége)! Összehasonlítva a KCam4-et vele, a KCam4 megakad
nagyobb (más program által okozott) leterheltség közben (pl: CD behelyezése),
ami viszont a végeredményen nem látszik meg egyáltalán, de cserébe sosem omlott
össze a vezérlése.
Telepítés:
A program telepítése után és a Windows újraindítását követően, az első indításnál kéri a hardveres kapcsolat felprogramozását (LPT port konfigurálása), valamint a motorok impulzus és felbontás adatait is.
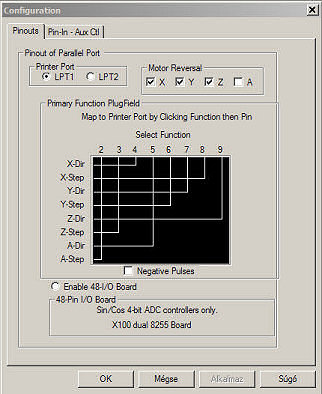
(Port bit összerendelés)
A helyes kötéseket a feliratok (pl: X-Dir) és utána a pin számra (pl: 6) kattintva lehet összerendelni (a képen a Profi Vezérlőnek megfelelő kiosztás látható).
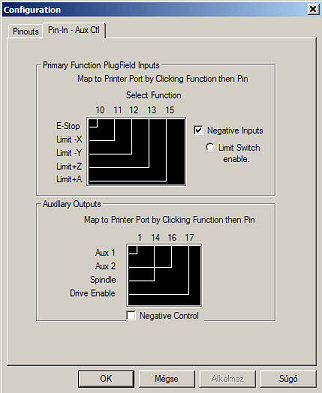
A második panelen a bemeneteket lehet ugyanígy összekötni (a Profi Vezérlő csak a Spindle-14 -et használja).
Ezek után bekéri a motorok adatait is:
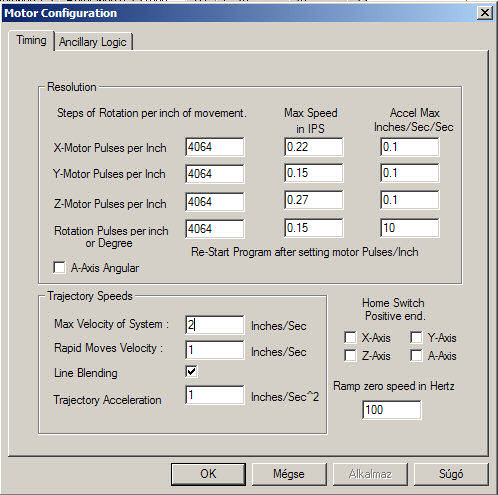
(motor adatok)
Az első oszlopba kell megadni a inch-enkénti motorimpulzus számokat (1 inch=
25.4mm). Második oszlop a motorok maximális sebessége inch/secundum-ban.
Harmadik oszlop a motoronkénti maximális gyorsulás (és feltételezem a lassulás is)
inch/sec/sec-ban.
A Trajectory Speeds (pálya sebesség) a rendszer által használt különböző
gyorsulási fajták sebesség adatai. A Line Blending bekapcsolása nagyon fontos
(összefűzi az egymásba érő vonalak sebesség adatait egy egységes vonalnak
tekintve)!
A Rapm zero speed in Hertz a legkisebb indulási sebesség érték Hertz-ben (innen
indul a gyorsulás).
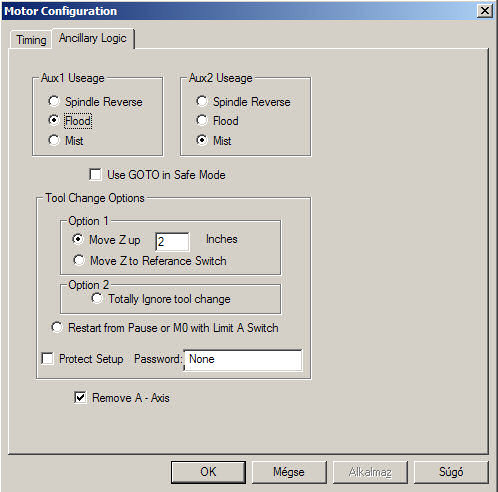
A következő panelből a Tool Change Options érdekes csak. Megadható szerszámcsere igény esetén mennyit emeljen a Z tengelyen inch-ben.
Ha ezeket megadtuk, a program használatra kész (elvileg).
Felület:
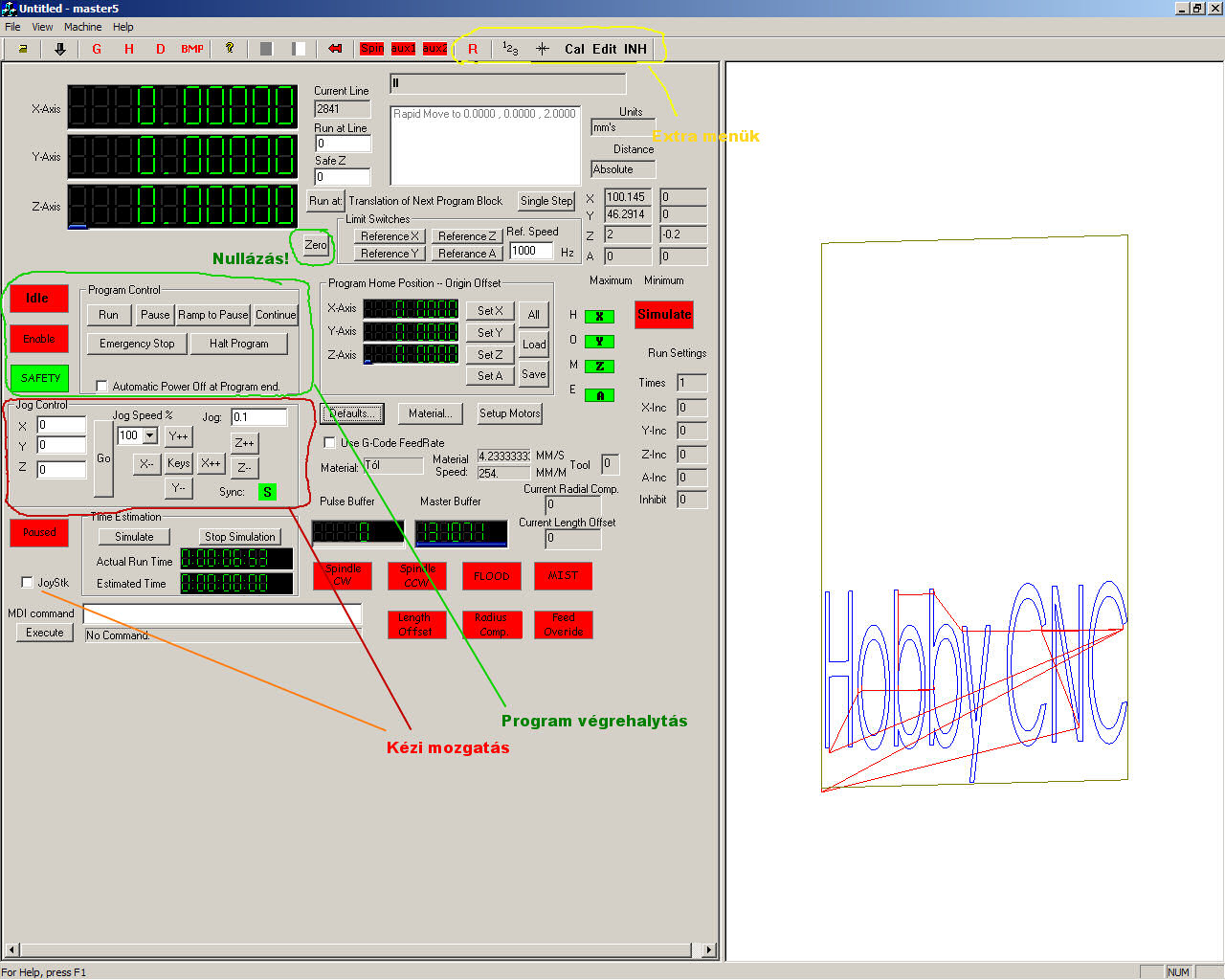
(nagyítás klikk)
Érdemes lehet még az alapmértékegységét átállítani mm-re (alapesete az inch):
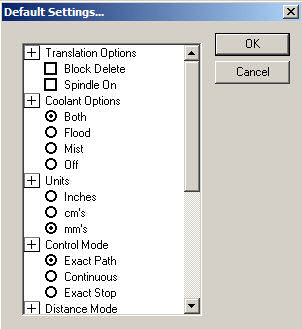
(alapértelmezett paraméterek)
Billentyűzettel és Joystick-al is lehet mozgatni a CNC-t.
Billentyűzeten a nyilak és a Page Up- Page Down gombokkal lehet mozgatni (ha nem
megy, rá kell kattintani a Key gombra egyet).
Joy-jal csak az X és Y tengelyek mozgathatóak.
Sikeresen impotálja a CorelDraw-val készített ábrákat DXF formátumban (R11, mm)
exportálva.
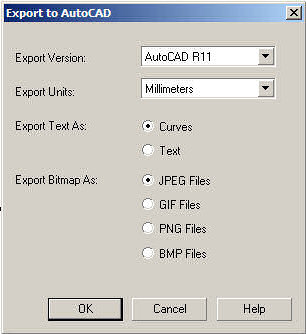
(CorelDraw DXF export beállítások)
A szövegeket először Curves-é kell alakíttatni a Corel-lel!
Importáláskor néhány kiegészítő adatot bekér:
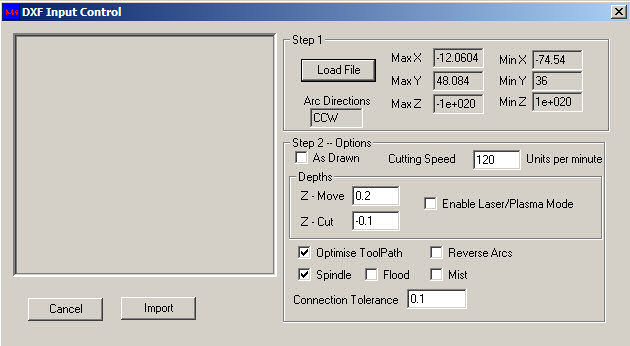
(DXF impurt adatlapja)
A Load File egyértelmű, az As Drawn kikapcsolása esetén az ábra bal alsó sarka a
gép 0,0 pontjára lesz illesztve (!), bekapcsolása esetén az exportáláskor
betöltött lappozíciója lesz érvényes.
A Cutting Speed mezőbe beírt vágási sebesség befordítódik a G-kódba majd. Ezt a
Material listával felül lehet bírálni később!
A Z-Move a felemelt szerszám magassága mozgatásakor (KCam4 Travel adatával
egyezik meg). A Z-Cut a vágási (megmunkálási) mélység (aktív unitban).
Optimise ToolPat a tool lista adatai alapján módosítja a vágási pályákat.
A Spindle kijelölése esetén a G-kódba befordítódik a be és kikapcsolása is.
A Connection Tolerance értéke (valószínűleg) megadja azt a legnagyobb vonalvég
eltérést ami alatt egységes vonalnak fordítódok két vonaltalálkozása.
Az Import gombbal lehet az adatoknak megfelelően G-kóddá importáltatni
(villámgyors!!!).
A főablakban megjelent 3D képet az egérrel lehet forgatni és nagyítani (jobb és bal gombok segítségével + mozgatás). Az ábrát mozgatni Ctrl+jobb gomb és mozgatás az egérrel.
3D-s képmarás:
A program közvetlenül tud JPG és BMP képekből 3D-s G-kódot generálni. A JPG-k importálása nekem még nem sikerült, a program mindig lefagyott valamiért, de a BMP képeké tökéletesen működik (át kell alakítani a jpg-t bmp-re)!ű
![]()
(bmp képek importálása)
Rákattintva a menüre előjön a BMP (és elvileg a JPG) képek importálási menüje:
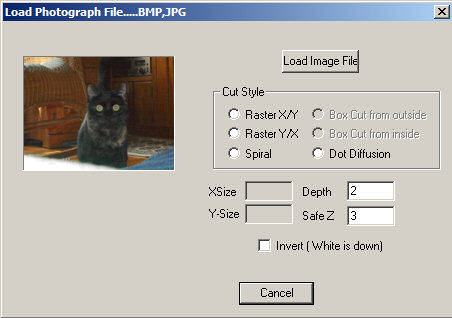
(kép importálási adatlap)
A Load Image File egyértelmű. A bmp file kijelőlése után megjelenik az eredeti file mérete alkalmazott mértékegységben (pl: mm). Itt ezeket az értékeket átírva lehet megadni a megmunkálási méretett (akkora lesz a kész 3D-s ábra). Az oldal arányokat megtartva méretezhető át a kép.
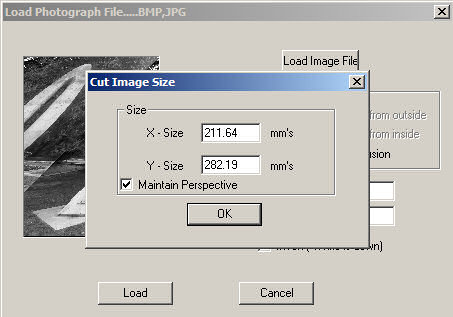
(3D-s X, Y megmunkálási terület megadása)
Ezek után meg kell adni a megmunkálás stílusát. A leg általánosabb a Raster X/Y. ilyenkor x-y vonalak mentén alakul ki a kép, úgy ahogyan a képet látjuk. Kijelölve meg kell adni a megmunkálás sűrüségét:

(megmunkálási pálya sűrüség)
A Units az alkalmazott mértékegységet jelenti (pl: mm). Itt kell figyelembe venni a kép méretét és a megmunkáló szerszám forgácsolási adatait!
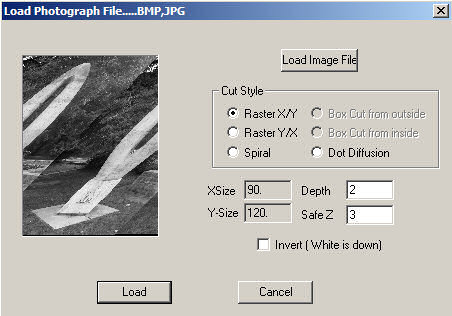
(méret és mélység adatok)
A mintakép összetöredezettségén nem kell megijedni, nekem mindig
így hozta be, de mindig jól importált!
A Depth a begmunkálás legnagyobb mélységét jelenti, átírva megváltoztatható. Az
értéket a program - (mínusz) értéknek fogja értelmezni!
Figyelem! Ez a program sem képes több fogásban lemenni az adott mélységig!
A Safe Z megfelel a KCam4-ben a Travel magasságnak (szerszám áthelyezési,
biztonsági magasság).
Az Invert kijelölése esetén a fehérebb színek lesznek a völgyek, egyébként
fordítva.
A Load gombbal történik meg az importálás (nagyon gyors).
Távvezérlési
lehetőség
(saját fejlesztésű szoftverekkel)
Egy igen érdekes alkalmazási lehetőséget biztosítottak a program szerzői. Rendelkezésünkre bocsátottak szabadon, egy Master5Remote.ocx nevű (programozási) ActiveX Control modul objektumot. Ezen objektum felhasználásával lehetőség nyílik, saját programjaink által, a Master5 futása mellett, teljes körűen vezéreltetni a CNC-t! Akár saját CNC vezérlő programot készíthetünk a Master5 impulzus driver-ját használva. Minden setup paramétert a Master5-ből veszi, így nekünk csak a tényleges mozgásokkal kell foglalkozni!
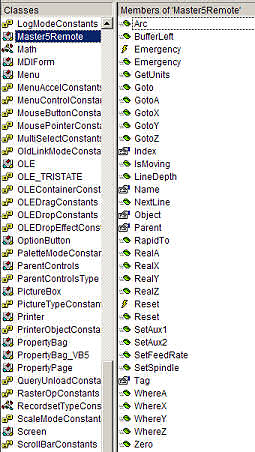
Master5Remote.ocx
modul funkciói
![]() Megmunkálási
pontosság:
Megmunkálási
pontosság:
Sajnos itt megbukott a program!
Hiába a viszonylag sima motorvezérlés ha az eredmény pontatlan.
A program tesztelése céljából készítettem egy 2D-s, folyamatos vonalból felépülő
hullámos spirálábrát. A spirál kezdő és végpontjai
tökéletesen egymásba záródnak. A célom az volt, hogy az esetleges meglévő
vezérlési pontatlanságokból minél többet összegyűjtsek mindkét (X, Y) tengely
mentén. Annyit, hogy a kezdő és végpontok között szemmel látható eltérést
okozzon. A létrehozott megmunkálási úthosszal ez sikerült is. Etalonnak a jól
bevált KCam4-et és a Mach2-őt használtam.

(PCB V4.1 teszt)

(Tesztábra rajzoltatás)
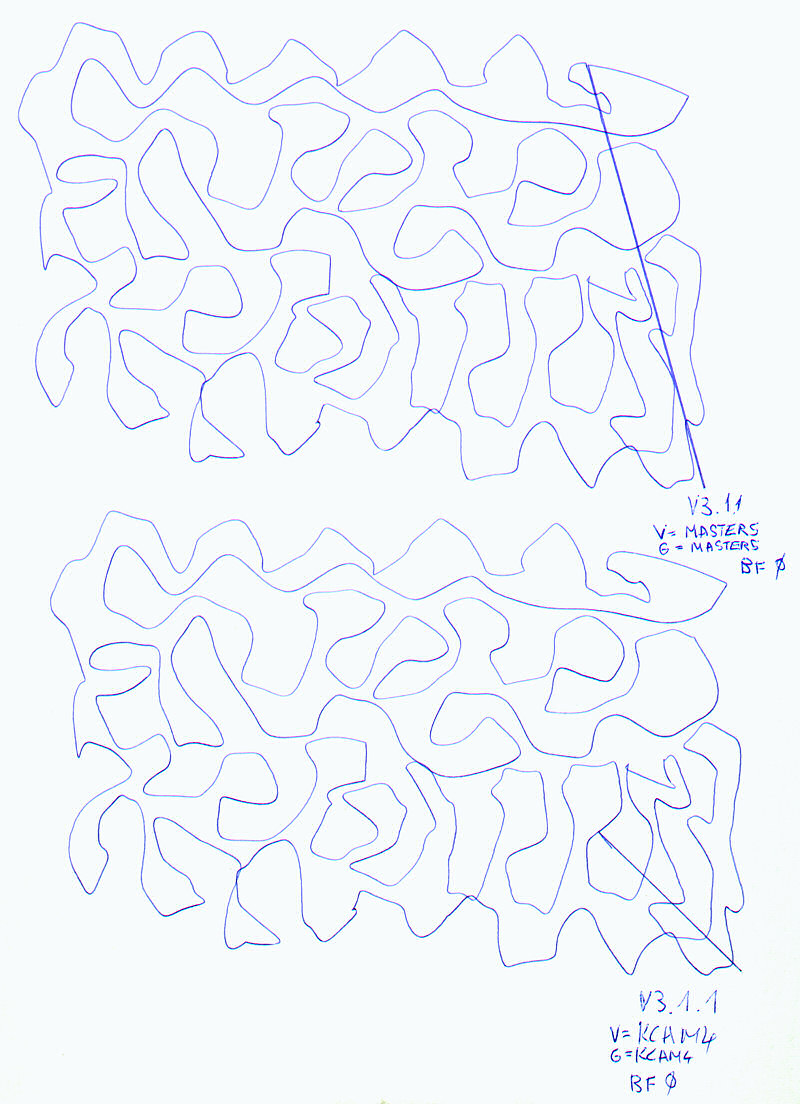
(Tesztábra eredmények: klikk!)
Sajnos komoly pontatlanságokat hozott ki a teszt!
A végpontok között X irányban kb. 1.2 mm, Y irányban kb. 0.8 mm hézag
keletkezett. Az alsó tesztábra ugyanarról a DXF file-ról
készült a KCam4-el. Tökéletesen záródó végpontokkal. A nullponttól a kezdőpontig
és a végponttól a nullpontig direkt rajzoltattam, hogy jobban kivehető legyen a
pontos kezdés és végpontok (hézagok).
Rengetek (>50) tesztábrát megrajzoltattam a Master5-el, különböző beállításokkal
(motor sebességek, gyorsulások, megmunkálási sebességek, konvertálási setup-ok),
de az eredmény mindig ugyanolyan volt. Kipróbáltam kétféle PC-vel is (1.4 GHz-es
Athlon, 600 MHz-es Celleron), de az eredmények pontosan ugyanolyanok voltak.
A Master5 által generált G-kódot a KCam4 hibátlanul beolvassa! kipróbáltam a
Master5 által generált spirálábra G-kódját megrajzoltattam
a KCam4-el (esetleges G-kód hiba kimutatására).

(Vezérlés: KCam4, G-kód: Master5 teszt)
Az eredmény: pontosan záródó végpontok! Tehét a Master5
vezérlése pontatlan.
Mesterségesen próbálkoztam a kottyanás kompenzációval (BackLash). Bár a KCam4 0
(nulla) kompenzációval hozza a tökéletes ábrát!
![]()
(Master5 kottyanás kompenzáció menü)
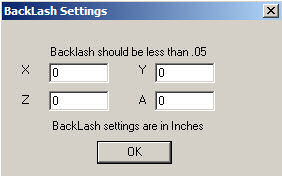
(Kottyanás kompenzáció)
Rengeteg beállítási érték kipróbálásával közelítettem a jó értékek felé, de tökéletesre nem lehetett kihozni:
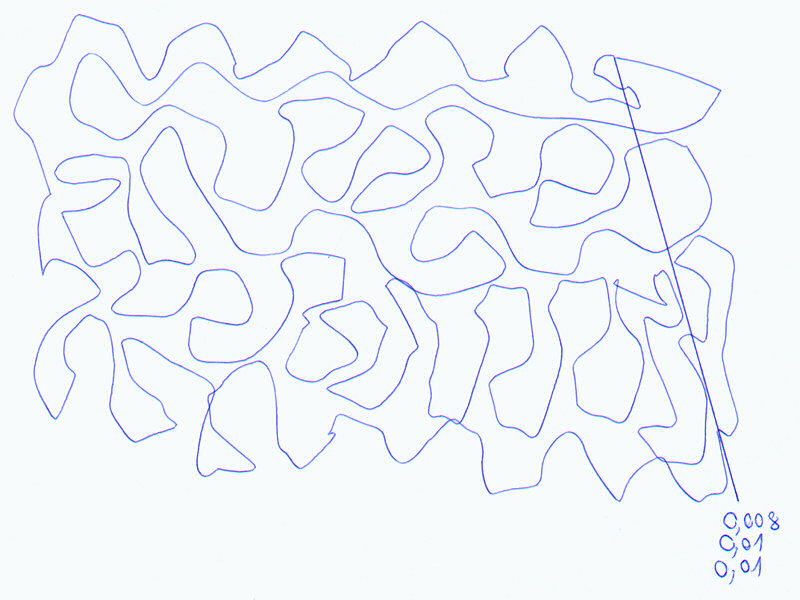
(BackLash próba: X=0.008, Y=0.01, Z=0.01 inch)
Ilyenkor már olyan dúrva lett a kompenzáció, hogy egy sima felirat esetén is szemmel láthatóvá vált a kompenzációk helyei:

(túl erős BackLash kompenzációk)
Nem orvosolható a hiba a BlackLash-el.
|
Tesztábrák: |
|
| Spirálteszt CorelDraw 11 |
SpiralTeszt.cdr (16 kB) |
| Spirálteszt DXF |
SpiralTeszt.dxf (254 kB) |
| Spirálteszt Master5 G-kód |
SpiralTeszt.tap (113 kB) |
| Spirálteszt KCam4 G-kód |
SpiralTeszt.GC (140 kB) |
| Tökéletes kör Master5 G-kód |
kor.tap (5 kB) |
![]() Master5
CNC Teszt program
Master5
CNC Teszt program![]()
(Release 3.3ATP)
(Free!)

(Master5teszt.zip
1.4 MB)
Ez a teszt program (kihasználva a
Master5Remote.ocx-ét)
alkalmas a legkisebb marási (rajzolási) úthosszal kimutatni a vezérlési
pontatlanságokat (esetlegesen a kottyanás kompenzáció beállítására is alkalmas).
A program kicsomagolása és telepítése után, el kell indítani mind a Master5 CNC
vezérlő programot, mind ezt a teszt programot. A teszt program mint egy
távirányító vezérli a Master5 programot. Először a (a már beállított) Maste5-tel
meg kell érinteni a felület 0,0,0 pontját és nullázni kell a koordinátáit. A
tesztprogram az állítható paraméterei alapján maróz (rajzol) egy bázis vonalat a
tesztelni kívánt tengelyre merőlegesen a 0,0 pontban. Majd felemelkedik a
"Kiemelés" szintjére és 30 szór elmegy "Út" hosszban oda-vissza a tesztelni
kívánt tengely síkjában. Ez után ismét a 0,0 pontban egy ugyan olyan csíkit
maróz (rajzol) mint kezdéskor. Ha a két csík nem tökéletesen egymásban van (a
vezérlés alapján mind két csík minden koordinátái egyeznek), kimutatható a
beállítási ill. a vezérlési pontatlanságok.
Természetesen minél véknyabb maró, rajzoló eszköz használata javasolt. A célja
annyi lépéshibát összeszedni, hogy az eltérések szemmel láthatóvá váljanak.
A szorzó (30) és az "Út" paraméter növelésével lehet egyre finomabb hibákat
kimutatni.
Ha valaki a kottyanás kompenzáció beállítására akarja felhasználni a programot,
addig kell változtatnia az értéket (BackLash) mígnem a két vonal egymásra nem
kerül.
![]() Következtetés:
Következtetés:
Bár az időzítései sokkal ideálisabbak a KCam4-nél, de a végeredményei messze
elmaradnak tőle. Viszont kiválóan használható a DXF, BMP importja. Lementve a
vele generált G-kódot a KCam4 (és a Mach2 is) hibátlanul beolvassa és végrehajtja azokat. Jobb a DXF importja (pálya optimalizációja)
mint a KCam4-é. A 3D-s kép generálása is kiváló. A két programot ötvözve lehet
hatékonyabb munkákat végezni. A Master5 vonal fejlesztését a program írói abba
hagyták (lehet, hogy ezekért a hibákért?). Ennek a programnak a használatát
önmagában nem javaslom!
![]() Kapcsolódó
leírás: Mach2 CNC vezérlő szoftver tesztje!
Kapcsolódó
leírás: Mach2 CNC vezérlő szoftver tesztje!