KCam4 Hobby CNC Controller
KCam4 Hobby CNC vezérlő program beállítások, tapasztalatok
KCam4
Hobby CNC Controller
Módosítva: 2006.10.03.
Windows-os felülete és könnyű kezelhetősége véget,
valamint azért mert ez megmutatja grafikusan, hogy mit akar csinálni, döntöttem
e vezérlő program mellett.
A motorok kissé egyenetlen sebességét a windows okozza! Mivel
a windows (NT, 2000, XP) többszálú feldolgozású op.rendszer, a teljes
processzor időt nem kaphatja meg teljesen egyik program sem (KCam sem) ezért
szoftveresen nem lehet stabil időzítéseket készíteni. Ez nem okoz problémát
mert megtorpanás esetén mindegyik tengely megtorpan és nincs szétcsúszás
(pl. ferde léptetésnél). DOS-os vezérlőknél (pl: TurboCNC)
ilyen jelenség nincs, viszont azok grafikailag igen gyengék és sokszor csak
élesbe derül ki, hogy mit is akarnak valójában csinálni.
Tip:
Kicsit javítható a motorok járásának egyenletessége, ha letiltatjuk a program koordináta frissítését (Setup/Table Setup/Disable Position Update-ot kipipáltatni)! Valamint minimalizáltatjuk a háttérben futó alkalmazásokat.
A programmal való ismerkedés alatt ezt nem ajánlom (kezdőknek jó ha látják mit akar csinálni a KCam4).
KCam4:
Az időzítő beállítása:
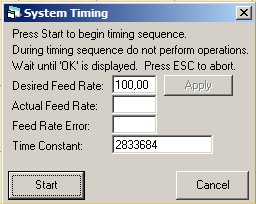
Mindenféle művelet előtt a program időzítőjét be kell állíttatni (Start
és Hszzzzz...)!
Table Setup:
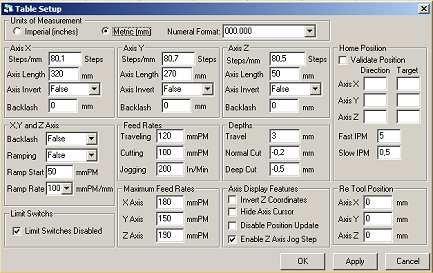
(Hobby Firmware)
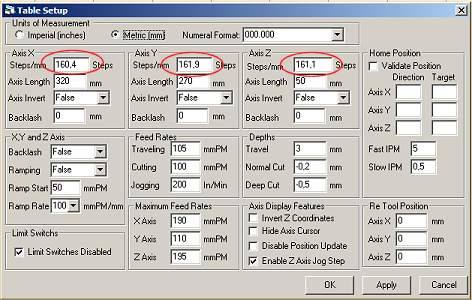
(Profi Firmware)
Mint látható, az egyes tengelyek Steps/mm értékei nem teljesen a számított (M8-as menet 1.25mm/fordulat, motor 100 steps/fordulat, Hobby Firmware) 80 steps/mm-re jött ki, hanem mérések alapján ezek az értékek adódtak. A kalibrációt jobb híján úgy végeztem, beállítottam a Kcam4-et menjen előre 200mm-t és egy vonalzót tettem a tol hegye alá és néztem a tényleges elmozdulást. Majd vissza számoltam Steps/mm-re. Jobb mérési módszerrel ezek az értékek még finomodhatnak.
A Backlash kottyanás megszüntetés lenne de mivel nincs kottyanás, nem használom (0).
Ramping, gyorsulás/lassulás a mozgás szélek felé (induláskor
és megálláskor). Nagy gépeknél van értelme ahol nagy tömegeket kell
mozgatni (lehet, hogy később kikapcsoltatom). Kikapcsolva jelentősen gyorsul
a munkavégzés.
Ramp Start, gyorsulás kezdőértéke.
Ramp Rate, gyorsulás sebessége.
Feed Rates:
Traveling, utazó sebesség. Két vágás, fúrás közötti átlépés sebessége.
Cutting, vágási sebesség. Figyelembe kell venni az anyagminőséget, szerszám előtolási sebességét és a fordulatszámot (kísérlet...).
Jogging, kézi mozgatási sebesség. A Nyilakra kattintva így fog mozogni a gép.
Depths:
Travel, utazó magasság. Milyen magasra emelje a szerszámot átlépés közben.
Normal Cut, normál vágási mélység.
Deep Cut, mély vágási mélység. Pl. a Corel Draw-ban lehet elnevezni két réteget és a rétegek hozzárendelése határozza meg melyik réteg ábrája melyik vágási mélységhez tartozzon (DXF export).
Maximum Feed Rates, maximális motor sebességek. Nem tudom mi értelme van mikor a Feed Rates-nél már mindent megadtunk?!
Re Tool Position, szerszámcserénél hova menjen (nagy gépnél ne keljen behasalni a munka asztalra fúró/maró cserénél).
A többi értelemszerű....
Én a következő beállításokkal értem el a legjobb eredményt:
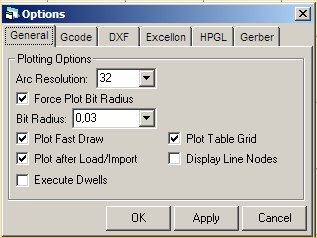

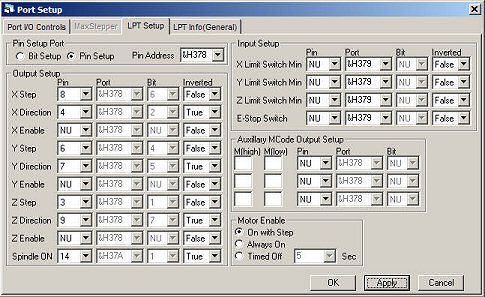
Nálam a Port Setup így néz ki:
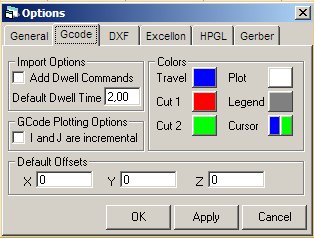
Az új Kcam4.0.3-ba belevette az általam javasolt módosításokat
(Excellon import) a program szerzője, és innen kezdve hibátlanul importálja
a Protel Drill file-t. Feltéve, hogy a fenti beállításnak megfelelően van
bekonfigolva a program!
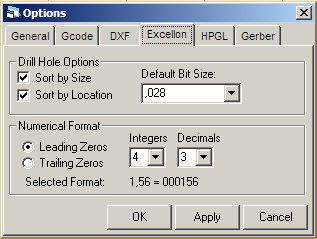
A Protel-nél arra kell ügyelni Drill (fúrás) export előtt, hogy az aktuális
mértékegység mm legyen, a rajz az abszolút 0 ponthoz legyen húzva (Protel-nél
a bal alsó sarok), egyébként nem lesz a KCam-ban a nullához igazítva.
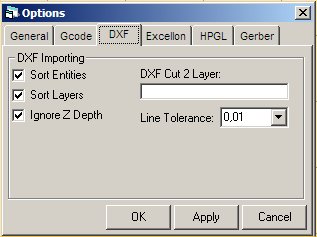
DXF importnál a következőket tapasztaltam: Corel Draw (10)-el
megrajzolt 50x50mm-es négyzetet behozva a KCam4.0.3-ba <2x2mm-es négyzetet
rajzolt. Felszorozva 25.4-el pont 50x50mm-es lett, tehát valaki zoll-al
dolgozik (nem tudom még melyik, de mind kettő mm-re volt állítva). Ezt nem
szabad figyelmen kívül hagyni!
A szövegeket nem tudja közvetlenül DXF-kén importálni, ezért előtte a
Corel Draw (10)-el át kell alakíttatni vektoros körvonallá (Arrange/Convert
To Curves) és AutoCAD 13-ba kell exportáltatni!
![]() Figyelem!
Figyelem!![]()
A már behozott file-t a program lefordítja G-kóddá az aktuális beállításoknak
megfelelően! Minden setup beállítása befordítódik a G-kódba! Tehát ha utólag
(fordítás után) módosítunk a Setup-on, az nem kerül minden esetbe újra
bele a G-kódba csak ha újra fordíttatjuk a kódot!!! Ez figyelmetlenség esetén
szerszámtöréshez is vezethet (sebesség, vágási mélység, stb.)!!! Az újrafordítási
igényt a program az un. Gcode ablak alján lévő status sorban jelzi.
Ilyenkor a Compile gombbal fordíttathatjuk újra az egészet.
3D-s megmunkálási lehetőségek és korlátok (KCam4):
3D-s marásoknál problémákba ütköztem a szoftver szerszámhasználata
miatt és viszonylag korlátolt, egyszerre feldolgozható G-kód sorok számai
miatt is.
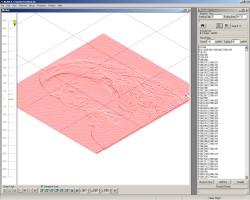
Egy jpg (kép) file-ból létrehozva Image
To Gcod programmal a 3D-s G-kódot, nagyon könnyen túlléphetjük a KCam4
feldolgozó képességét. Tapasztalatom szerint kb 1~1.5MB-os G-kód még
feldolgozható a programmal (bár ez is nagyon sokáig tart), de ettől nagyobb
G-kódnál egyszerűen levágja a túl sok utasítást és így az eredmény
csonkolt lesz (regisztrált programnál is)!
A Readme.txt-ben erről ez olvasható:
Imports are limited to 100 Polygons for Unregistered users
Imports are limited to 10000 Polygons for Registered users
A polygon is derived from each Line segment or Pad from your Gerber cad program
A 14 pin Dip drawing with 2 straight traces makes 16 polygons
Kb. 1MB-os G-kód mennyiség létrejöttéhez
640x640 pixeles képet kell feldolgoztatni max 0.3"-os mélységgel és
0.016pixel/soros felbontással (IMG TO GCOD Setup). Ezt a generált G-kod
mennyiséget a KCam4-el beolvastatva és felnagyíttatva 25.4 szeresére, kapjuk
az eredetileg tervezett méretű 3D-s képet (KCam4 mértékegység zavar).
A megmunkáláshoz domború végű marót érdemes használni, hogy elkerüljük
a lépcsőzetességet.
Ez a felbontás a gyakorlatban kb 100x100mm-es képet eredményez 0.5mm-es maró
mellett. Keskenyebb maróval csíkos lesz a kép, szélesebbel belemar a szomszédos
sávokba is.
A második probléma, hogy a szoftver (KCam4) nem kezeli a
szerszámadatokat. Ugyan a programban meg lehet adni a szerszám adatait (marózó
átmérő és hossz), de sehol sem veszi ezeket figyelembe. Vegyünk egy példát:
egy szerszám marózó átmérője pl. 0.5mm és munkahossza 5mm. A 3D-s G-kódban
pedig az szerepel az egyik marózandó pálya mélységében, hogy 10mm, a KCam4
nem osztja ezt fel 2x5MM-esre (és akkor még nem is beszéltem az egyes
anyagokhoz tartozó különböző fogásmélységekről)! A program egy menetben
akar mindent kimaróztatni.
Ez ellen ugyan lehet védekezni úgy, hogy a programmal a "Z" tengelyt
felfelé eltolatom annyira, hogy a legmélyebb pontja épp jó legyen a szerszámnak
és kimaróztatva egyre lejjebb tolatom majd újra maróztatom és így tovább
míg el nem érem a kívánt mélységet, de a program a "Z" tengely 0
pontja felé került pályákat is be fogja járni holott ezek nem fognak
anyagot kimarózni! Egy sima marózás eltolás nélkül is kb. 2.5h! Ez csak
sokszorozódik minden eltolással, valamint az eltoláshoz tartozó kiszámítási
művelettel is. Valamint a program nem ad segítséget a legmélyebb pont meghatározására
sem, így kézzel kell a G-kódot böngészve megkeresni a legmélyebb pontot
(ami ugye szükséges lenne az eltolás meghatározásához).
Ezek után az a véleményem, hogy a 3D-s megmunkálás (a KCam4-gyel) csak az
adott anyaghoz tartozó szerszám fogásmélységéig lehetséges elvégeztetni,
ettől mélyebben nagyon nehézkes és időigényes munka lenne. Ez a program
inkább 2.5D-re van "optimalizálva". :-(



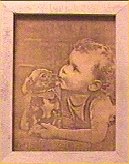
Az egyszerre marózható fogással (itt ø=0.5mm,
max. mélység=2mm) kevés a látványos 3D-s hatáshoz :-(...
A marózott kép második fele azért sötétebb mert a fából valamilyen
gyanta szerű anyag kiválva, ráégett a felületre (és a szerszámra is).
A KCam4 Functions/Scale Gcode parancsa (V4.0.4) NEM befolyásolja a "Z" tengely értékét! Ha a programot mm-re állítjuk (alap esete a coll), a más programmal készített G-kódot (pl: Image To Gcode) nem konvertálja át mm-re. Ezt az eltérést a Scale Gcode sem korrigálja! Tehát ilyenkor a másik programnál a "Z" tengely coll értékét mm-nek kell tekinteni és így kell a G-kódot kiszámíttatni vele. A Scale Gcode a többi ("X", "Y") tengelyt jól módosítja. Egyéb 3D megmunkálási infó itt.
![]() Felmerült
kérdés a minimális rendszerigényről (PC). A weblapján ez található erről:
Felmerült
kérdés a minimális rendszerigényről (PC). A weblapján ez található erről:
MINIMUM REQUIREMENTS
Processor: Pentium II 300Mhz
Memory: 64 Meg of Ram
Hard Drive space: 10 Meg of free space
Screen Resolution: 800x600 pixels
Stepper Hardware: 3 axis parallel port step and direction motor drivers
RECOMMENDED REQUIREMENTS
Processor: Pentium 4 1GHz or greater
Memory: 128 Meg of Ram
Hard Drive space: 10 Meg of free space
Screen Resolution: 800x600 pixels or 1024x768
Stepper Hardware: 3 axis parallel port step and direction motor drivers
Én két gépen teszteltem, egy 600 MHz-es Celeron-os (128 MB RAM-os) notebook-on és egy 1.4GHz-es AMD-n (384 MB RAM-mal). Mindkettőn tökéletesen futott (vezérelt) XP alatt.
![]() NYÁK
gravírozási problémák:
NYÁK
gravírozási problémák:
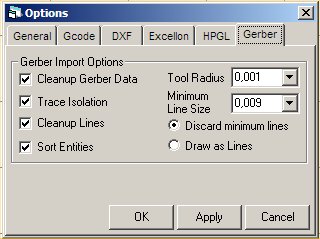
A NYÁK gravírozása a vezetőpályák elszigetelésével
oldható meg (isolations). A jelenlegi KCam4 (V4.0.4)-ben a Protel-el (V2.8 és
DXP) generált Gerber file-t nem izolálja el!
Hiába be van kapcsolva a Trace Isolation, nem működik az elszigetelés.
Jelenleg egyetlen megoldásként a Corelbe betöltve (EPS inport), grafikusan
szigeteltetem el, és mentem DXF-ként (igen macerás).
Megpróbálom rávenni Kelly Ullrich-tet, hogy nézzen utána a problémának...
Néhány Step/Dir rendszerű Hobby CNC vezérlő szoftver link: