Módosítva: 2006.07.30.
![]() Megmunkálási
ötletek
Megmunkálási
ötletek![]()
Módosítva: 2006.07.30.
Plexi

A plexi megmunkálása előtt, hogy megakadályozzuk az anyag megolvadását
és a szerszám beleragadását (égését), gravírozás előtt a felső felületét
finom orsó olajjal kenjük be!

Videó (wmv, 2.1 MB)
Ez a gravírozás egy 30°-os un. gravírozótűvel készült.
3D
marás KCam4-el
(szoftver oldali infó itt!)


Videó (wmv, 785 kB.)
A marás felbontásának a kiszámításánál figyelembe kell
venni a kívánt megmunkáló szerszám megmunkálási szélességét. Ez (a
szerszám szélesség) persze meghatározza a legkisebb ábrázolható pontot
is. A szerszám méretétől természetesen lehet nagyobb az alakzat amit ábrázoltatni
szeretnénk, de ha kisebb kéne, hogy legyen, a szerszám miatt sajnos nagyobb
lesz (a vékony vonalakkal és a hegyes szögek végeivel vannak problémák
mert itt szélesek, vastagok és tompa végűek lesznek). Ezt nem lehet kikerülni,
csak véknyabb megmunkálási szerszámmal lehet finomítani rajta.
Nagyon fontos a helyes marópálya felbontásának a jó kiszámítása! A pl. a
megmunkálási pályánk szélessége 0.5mm, két egymás melletti pályának
enyhén átfedésbe kell lennie az anyag biztos eltávolítása miatt. Ha nincs
tökéletes fedés, vagy nagyon kicsi, csíkos esetleg vékony válaszfal marad
a pályák között. Ha meg túl nagy lesz az átfedés, nagymértékben megnövekedik
a pályák száma és ezzel a megmunkálási idő is. Másik mellékhatása a sűrű
pályáknak a rajzolat eldurvulása az ideálishoz képest. Mivel a szerszám
megmunkálási szélessége adott, a határon lévő alakzatok akár egy szerszámszélességgel
is szélesedhetnek (mivel egy adott mélységben fél pályát nem tudunk marózni
csak egészet, vagy semmit). A lehető legkisebb, de biztos átfedéssel
dolgozzunk.
Sajnos mivel a KCam4 nem tud megmunkálási mélységekhez illesztett előtolással
dolgozni, ezért a legmélyebb anyagfogáshoz válasszunk előtolási értéket.
Ez persze megnöveli a munkaidőt.
A fenti ábra fele azért lett sötétebb, mert a keményfából valamilyen
gyantaféleség a megmunkálási hőtől kiolvadt és ráéget a fára és a
szerszámra is. A famegmunkálásánál egy érdekes hatás is jelentkezhet! Az
egyre növekvő mélységek azonos előtolás mellett, növekvő hőt termelnek,
amik a fa elszíneződésében is megmutatkozik. Ez még külön is árnyalja a
kész képet!
![]() Kőszegi
Norbert barátunk megadta a szakmagyarázatot a fa égésére:
Kőszegi
Norbert barátunk megadta a szakmagyarázatot a fa égésére:
"A mellékelt képletek alapján ki kell számítani a közepes
forgácsvastagságot. Ez nem lehet kisebb 0,1mm-nél, ez alatt a szerszám égetni
fog!"
Forgácsvastagság számítása
Gravírozótű
(gravírozás)
![]()
![]()
Többen kértek tőlem infót az un. "rezgővésőről".
Ez a szerszám alkalmas legjobban gravírozásra. Tévesen a kereskedő rezgővésőnek
hívta, valójában gravírozótű a hivatalos elnevezése (felvilágosítottak). Mélységével programozható
a gravírozás szélessége.
Kialakítása egy kúp, mely hosszanti
tengelye mentén félbe van vágva. A befogó szár átmérője 3mm. A kúp szöge
30°-os (létezik 30°, 60° és 90°-os kivitelben is). Élkiképzése a félbevágott
kúpból adódik. Élhossza 5mm. Anyaga gyorsacél.


Én kb. 6500 Ft-ért vettem a Neten keresztül.
Hőre lágyuló műanyag
Megmunkálás nem sikerült hagyományos maróhegyekkel (a műanyag megolvadt és kenődött), csak az un. "gravírozótűvel". Megolvadás nem történt csak a gravírozási pálya széle kissé felpúposodott (sorjásodás).
(műanyag menzás tálca)
Alumínium gravírozás

(műszer előlap: puha alu)
Alumínium gravírozásához a legkisebb méretű, gömbölyű fejű
maróhegy vált be a legjobban. A fenti ábrán egy 15mm átmérőjű (a kör külső
átmérője) és az ehhez tartozó betűk (2.5mm magasak!!!) gravírozása 0.1mm
mélységben történt. Az alulemezt előtte fekete matt spray-vel lefújtam.
A gömbölyűnél meredekebb élű marófejek (pl: 30°-os gravírozótű) erősen
sórjásítják a vágási felültett. Nagyobb minták esetén a relatíve jobb a
megmunkálási felület.
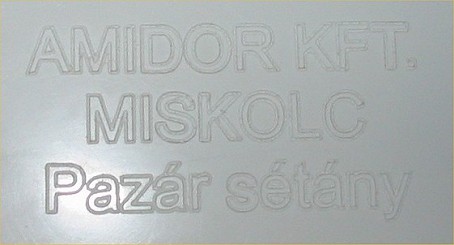
De a legkontrasztosabb képet a plexi gravírozás adja:

(feketére lefújt plexi festék felöl gravírozva 0.1mm
mélyen)
Ennél viszont a 30°-os gravírozótű vált be a legjobban! A gravírozás előtt a plexit több rétegben kell lefújni (én csak egy rétegben fújtam le és erősen áttetsző még). Rendkívül fontos a tökéletes felfekvés, mer egyébként nem lehet garantálni a teljes felületen 0.1mm mély gravírozást. Nagyobb alulemezeknél külön problémát jelent, hogy középen könnyen felpúposodik és így ott mélyebbre gravírozhat a gép (szélesebb vonalak), ezért gravírozás előtt alaposan ki kell egyengetni! Plexinél ez sokkal könnyebb mert eleve sík plexidet válasszunk műszerelőlapnak.
Szinte hihetetlen, de a betűk belső elválasztó vonalainak a maradványai is kivehetőek! Műszer előlapnak kifejezetten a plexis megoldás javasolható!
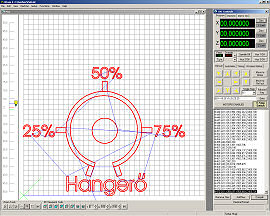
(KCam4 vezérlés közben)
Tökéletes
kör
Teljesen záródó kör készítése

Szerkesztő: CorelDraw V11.
DXF importnál gyakran jelentkezik a következő probléma:
A szerkesztőben (pl: CorelDraw) tökéletesnek látszó kör a CNC vezérlő programba
beimportálva, nem záródó körként jelenik meg. Ez nem a CNC vezérlő programok
hibája, hanem a szerkesztő program nem tökéletes körként exportáltatja a kört a
DXF file-ban. CorelDraw-ban a következő eljárást használva tökéletesen záródó
kört fogunk kapni (a DXF-ként exportált file-ban is):
1. Rajzoljuk meg a kört a kívánt helyre és méretben.
2. Majd a Arrange/Convert To Curves menüvel alakíttassuk curves-é a kört.
3. Majd a Contour panelben (jobra kirakott panel), a contour szineit állíttassuk át eltérőre az alapszintől (pl: pirosra).
4. Majd a Contour panel segítségével készíttessünk egy nagyon közeli külső kountúrt az eredeti kör köré.
5. Majd az Arrange/Break Contour Group Apart menüvel választassuk szét a két kört.
6. Majd kattintsunk a rajlapon a körön kívülre bárhol, hogy a kijelölés leszedődjön a körről.
7. Majd ismét kattintsunk egyet a körre, hogy ismét kijelölve legyen.
8. Majd a kijelölt kört megfogva mozdítsuk oldalra, hogy a két kör szétjöjjön.
9. Most látható válik a két eltérő színű kör (az eredeti színű a rossz kör a countour színü a jó kör).
10. Töröljük az eredeti színűt (a rossz kört).
11. Ha szükséges a jó kört kijelölve módosíthatunk a pontos méretein.
12. Ezt a kört már exportáltathatjuk DXF-ként (zárt kör lesz)!
Videó klip a szerkesztés menetéről (zip-elt
AVI, 409 kB)![]()
3D
tesztmarások
(sokszor, gyorsan, olcsón és egyszerűen!)

3D tesztmarásokra sokszor szükség lehet a 3D terv vagy a CNC gép
beállítások ellenőrzésére. 2D-s rajzolással (gépi tollal) csak a 2D-s vetületét
lehet ellenőrizni, a teljes 3D kép és a szerszám által generált felületet csak
az eredeti szerszámmal készített valódi 3D-s marási alakzattal lehet
ellenőrizni! Ilyenkor jöhet jól egy korlátlanul ismételhető és szerszámkímélő,
gyors (a marás, maximális sebességgel végezhető) és olcsó teszteljárásra!
Erre a célra kiválóan alkalmas az olcsó és gyorsan kötő modell gipsz. A kívánt
méretű formában, vízszintes felületen kell kiönteni. Megkötése után kiütve a
formábol teljesen meg kell szárítani (lassan), ez után mehet a tesztmarás.





3D Tesztmarás videó (3Dteszt.WMV
249 kB)

Mikro teszt öntőforma
Hogy ne keljen a Fórumot feltúrni, zanzásitva:
"Valaki megtudná mondani hogy a vasnak és a bronznak kb. mekkora fordulat kell az esztergálásához? ....
Egy lényeges dolgot
kifelejtettél, -- hogy milyen átmérőt akarsz esztergálni!! Nem mindegy hogy
100-as vagy 2-es átmérőt kérdezel!! Mert a vágósebesség a 2-es nél nagyon kicsi,
de ugyanakkora fordulaton a 100-as átmérőnél már leégette az eszterga késedet.
Természetesen a bronzot nagyobb fordulaton lehet esztergálni mint a vasat, de
azt sem írtad le, hogy milyen vas érdekelne?
Mert egy C45-öst könnyű esztergálni, mert puha vas, de pl. K1, M1 W1 W8 már
kemény dió, ezért csak lassú fordulaton, és hűtéssel ajánlatos esztergálni, vagy
marni!! Üdv. Péter
Pl.: golyós orsó
esztergálása csak nagy fordulaton lesz kellő felületű akár H-7...., kerámia
lapkás késsel.
Sok kérdésre kaphatsz válasz a Szakkönyvtár sorozatból az "Esztergálás" c.
kiadványból.
Lényeg a minden fém minimális és maximális előtolási (vágási) sebességből
könnyen ki tudod számolni a mindenkori átmérőnek megfelelően.
Üdv.: Árpád
Még az is
hozzátartozik,hogy a szerszám anyaga is döntő ebben. Gyorsacélnál kb. 30m/min,
forrasztott lapkás késnél kb.90m/min, szerelt késnél(váltólapkás kinek hogy) ez
elmehet 200-300 m/min-ig is szerkezeti acélnál (pl A50, St52 stb)a kerületi
sebesség(vágósebesség). Számítása V=d*Pi(3,1426)*n ,d:átmérő
m-ben),n:fordulatszám ford/min-ben, V:vágósebesség m/min . Általában a
katalógusok a szerszámhoz kötődő vágósebesség tartományt adják (Sandwik) egy
adott keménységre kiemelve az optimálisat. Ettől eltérően lehet menni le és fel
az anyagtól, meg munkálási módtól és gép merevségtől függően. Esztergálásnál
általában a fordulatonkénti előtolás van feltüntetve. Ez függ a megmunkálási
módtól(nagyol/simít) és az élgeometriától.
Árpád! Az a könyv sajnos már elég régi én is abból tanultam még. De már sokkal
korszerűbb szerszámok vannak már
Tisztelettel Robika "
