(finomhangolása)
![]() Profi2A CNC
Vezérlő Motor Tuning
Profi2A CNC
Vezérlő Motor Tuning![]()
(finomhangolása)
Módosítva: 2006. december 30. szombat
Az itt ismertetett információk használata nem feltétele a Profi2A Vezérlő működtetésének. A Vezérlő Easy Setup-al rendelkezik (előre beállított paraméterek és csak egy trimert kell a motor áramához állítani), viszont ha szeretnénk ismerni a folyamatokat és a legtöbbet kihozni a rendszerünkből, érdemes mélyebbre ásni, kipróbálni, tesztelni minden részletet!
![]() Elmélet és korlátok:
Elmélet és korlátok:
A Profi2A CNC léptetőmotoros Vezérlő Chopper elvű áramszabályzással rendelkezik,
mely léptetéskor 20 kHz-es, tartóágban 3 fokozatban állítható PWM generátort használ. Az áramkorlátozó elektronika a PWM
kitöltési tényezőjét hangolja (két, független Chopper kör van motoronként). A Chopper áramköröknek a billenési pontját a DSP
algoritmus egy referencia feszültség generátoron keresztül határozza meg, áram, fázishelyzet
és az idő függvényében. A
folyamat végén a szabályzás konstans (állandó) motor teljesítményre történik.
Így amíg a tápfeszültségből a Vezérlő képes megfelelő mértékű feszültséget
vételezni, addig a motor teljesítménye és így a nyomatéka állandó.
A motor által leadott nyomaték arányos a villamosan felvett
teljesítménnyel, ezért törekedni kell az állandó és stabil teljesítmény
felvételre. Ha a felvett teljesítmény csökken, akkor a motor nyomatéka is
csökken, ha teljesítmény felvétel nő, akkor a motor idővel túlmelegszik
(leéghet).
A nyomatékesés elsőszámú okozója a motorokban lévő tekercsek induktivitása. Az induktivitás által létrehozott plusz villamos ellenállás (mely az áramfelvételt és így a teljesítményt csökkenti) frekvencia és így sebesség függő. Minél nagyobb sebességgel (lépésszámmal) hajtunk egy léptetőmotort, annál nagyobb feszültséget igényel ,ugyanakkora nyomaték leadásához. Magyarul, egyre növelni kell a motorra kapcsolt feszültsége, ha azt akarjuk, hogy a nyomatéka ne csökkenjen!
Ezt a növelést mérten és stabilizálva végzi el a Vezérlő. A stabilizálást addig képes ellátni, míg
nem egyezik meg a motor által igényelt feszültség a motorra kapcsolt tápfeszültséggel, ha
innét tovább emeljük a sebességet, akkor a Vezérlő már nem képes a motor
teljesítményét tovább stabilan tartani és
a nyomatéka hanyatlani kezd. Ez a pont a vezérlés billenési pontja.
A billenési pont alatt (lassabb sebességeknél) Chopperres üzemmódban dolgozik a
Vezérlő (stabilizált nyomatékkal), felette DC módban (egyre csökkenő nyomatékkal).

(a motor tápfeszültség igénye a sebesség függvényében)
Törekedni kell a minél nagyobb Chopper tartományra, hisz csak itt tartható maximálisan a motor nyomatéka.
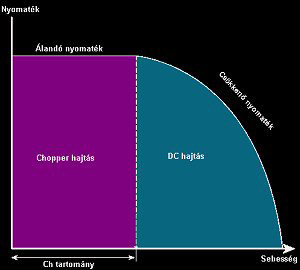
(nyomaték görbe)
A DC tartományban is használhatóak a léptetőmotorok, de itt a
nyomatékuk a sebesség fokozásával rohamosan esik.
A Chopper tartományt csak a motorra kapcsolt (motortáp)
feszültségének egyre nagyobb emelésével lehet nyújtani. Ámde egy teljesen
megálló motor esetén (sebesség 0!), a Vezérlőnek le kell tudnia szabályoztatni
az áramot, a motor néhány Ohmos ellenállására!
Azt, hogy egy vezérlő mekkora szabályzási átfogási tartományra képes, tunintényezőnek hívom. A tuningtényező megmutatja, hogy hány szoros
feszültséget képes még leszabályoztatni egy adott motorhoz. Ha ettől nagyobb
feszültséget kapcsoltatunk a motorra, akkor nem képes eléggé
leszabályozni és a motor túlmelegszik. A Profi2A Vezérlő kb. max. 25×-ös
tuningtényezővel dolgozik.

![]() Motor tápfeszültség
méretezése:
Motor tápfeszültség
méretezése:
Feszültség számítása:
A tuningtényező, a motor induktivitásától függő szorzó! A P2A esetén, minél
nagyobb a motor induktivitása, annál kisebb a tuningtényezője!
A motor tekercseit a Vezérlő nagy frekvenciával ki és bekapcsolja az áram
névleges értékén tartása miatt. Ezek a kapcsolgatások igen nagy induktív
feszültségeket generálnak. A teljesítmény fokozat FET-jeit védik a bennük
integrált supressor diódák (ezeket az induktív feszültségeket levezetik). A
levezetések erős hőtermeléssel járnak. Minél nagyobb egy motor induktivitása,
annál nagyobb a levezetés által generált hőtermelés (melegedés)! Ezek a
melegedések fűtik a Vezérlő hűtőbordáit, ezért minél kisebb egy motor
induktivitása, annál nagyobb feszültségarányt (tuningot) visel el. A
tuningtényező a motor tápfeszültség és a motor alapfeszültségének a hányadosa
(T=Utáp / Umotor ). Törekedni
kell a kis induktivitású motorok használatára, illetve, ha lehetséges (pl 8
kivezetéses motorok esetén), a tekercsek párhuzamos kötésével ez javítható!
Mivel sokszor nincs adat egy motor induktivitásáról, és nem tudjuk azt megmérni, a motor Ohmos tekercs ellenállásából következtetünk a belső induktivitására (nem tökéletes, de jobb híján használható módszer). A következtetés szerint minél nagyobb a tekercs Ohmos ellenállása, annál nagyobb lehet az induktivitása is (nagy Ohm= vékony és sok menet -> nagyobb induktivitás).
A következő táblázat gyakorlati támpontod ad a motorok alapfeszültsége és a maximálisan javasolt, motor tápfeszültségek közötti összefüggésekre:
| Motor alapfeszültsége: (ráírt feszültség) |
Ajánlott motor tápfeszültség: (max. tuning feszültség) |
|---|---|
| 1V | 25V |
| 2V | 40V |
| 3V | 50V |
| 4V | 60V |
| 5V | 70V |
| 6V | 70V |
| 8V | 80V |
| 9V | 65V |
| 10V | 50V |
| 11V | 40V |
| 12V | 30V |
| stb. | ... |
(Motortáp kiválasztási táblázat)
![]() Figyelem!
50V felet, fokozott figyelmet igényel! Az érintésvédelmi
előírások betartása kötelező (életveszélyes feszültségek)!
Figyelem!
50V felet, fokozott figyelmet igényel! Az érintésvédelmi
előírások betartása kötelező (életveszélyes feszültségek)!
Egy példa:

(A motor alapfeszültsége 4V)
A képen szereplő motor alapfeszültsége 4V. Ennek megfelelően az alkalmazható tuningfeszültség max. ~60V. Tehát ennek a motornak a legmegfelelőbb tápegység egy 60V-os táp lenne. Itt alkalmazható lenne egy 42V-os transzformátor + egyenirányítva és jól megszűrve (Amperenként min. 1000uF), mivel ekkor a feszültség közel 60V-ra felemelkedne.
Természetesen a maximálisan használható tápfeszültség 90V, e felé semmiképp nem szabad menni!
A motor névleges árama 0.95A. Ezt a P2A esetén azon a trimmeren kell beállítani (lásd a leírásánál) amelyikre kötöttük (A, B, C vagy D kártyán).
Áram terhelések méretezése:
A motor tápegység áramterhelhetőségénél vegyük figyelembe a motorok névleges
áramait és azt a tényt, hogy fél léptetéses a rendszerünk!
A betonbiztos méretezés az lenne, hogy minden motor névleges áramának a 2×-esét
vesszük (a fél léptetési rendszer miatt minden 2. léptetés két tekercs
gerjesztésével történik) és ezeket összegezzük. Ez hatalmas áram összegeket adna
(pl. 3db 2A-es motor esetén 3×2×2=12A, ez mondjuk 30V mellet, 360W-os
transzformátort jelentene). Felesleges!
A gyakorlatban ez a tökéletes együtt járás (totál szinkron) sohasem fordul elő
(vagy ha igen, rendkívül rövid ideig áll fen), valamint a PWM szabályzás miatt,
az áramok kitöltési tényezője is folyton változik (szinte sose 100%). Nyugodtan
méretezhetünk, az így kapott áramérték felével (a példában 6A-ral)! A
gyakorlatban ez a méretezés is kellő, bő tartalékokkal rendelkezik.
Azt a kis időt amíg a totál szinkron fennállna, egy nagyobb kondenzátor áthidalja gond nélkül (minimum Amperenként 1000uF kell, de inkább lehet több is)!
![]() Beállítások és
használata:
Beállítások és
használata:
Léptetési (Step) gerjesztés:
A STEP (R23) trimer potenciométeren
kell beállítani a motor névleges áramát. A trimert egy kisméretű csavarhúzó
(pl. "órás csavarhúzó") segítségével finomam forgassuk az óramutató járásával megegyező irányba és
figyeljük meg annak véghelyzetét! Ebben a helyzetben a szabályzó kb. 0.2A-re
szabályozna.
Majd forgassuk a trimert ellentétes irányba és szintén figyeljük meg ezt a
véghelyzetet is. Ezen a ponton a szabályzó 8A-re szabályozna.
Majd képzeletben osszuk fel a bejárt mozgási szöget és
megsaccolva a
motorunk áramának helyét, állítsuk oda a trimer nyíl alakú mutatóját!
(Léptetési gerjesztés beállítása a Step trimmeren)
A pontos beállításra a Vezérlő nem érzékeny. Menet közben a trimer
állításával bármikor módosítható.
Ha CNC vezérlő programunkat (pl. Mach3) egy viszonylag alacsonyabb sebességre
állítjuk (pl. 500-1000 step/sec), és folyamatosan forgattatjuk vele a
motorunkat, a trimmer finom állítgatásával megfigyelhetjük a motor hangját,
hogyan változik! Tapasztalat azt mutatja, hogy a pontos értéken a motor hangja
kitisztul és viszonylag lecsendesedik. Erre állítva a motor nagysebességen is
extra morgás és rezonanciák nélkül fog simán futni!
8 vezetékes (univerzális) motorok alkalmazása:
Az itt található nagyteljesítményű motorok mindegyike ilyen típusú.

(korszerű, 8 vezetékes motorok)
Egy 8 kivezetéses léptetőm motorból un. párhuzamos kötés mellett lehet a legnagyobb teljesítményt kiszedni! Adatlapjukban mindig e kötésre vonatkoztatott nyomatékot adják meg.
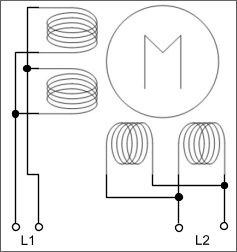
(javasolt, párhuzamos kötésmód)
Mindig ezt a kötésmódot használjuk! Ilyenkor a beállítandó áramerőség a tekercsáram 2×-ese. Sokszor rá van írva a motorra mind a tekercsáram (Coil), mind a fázisáram (Phase). Párhuzamos kötés esetén a fázisáramot (Phase) kell beállítani!
Tartóági gerjesztés használata:
A vezérlő a léptetés és egy dinamikus stabilizálás után, a gerjesztést és a PWM frekvenciát a Setup (DIP kapcsoló) által meghatározott mértékben csökkenti. Ez a pihentetési (tartóági) állapot.
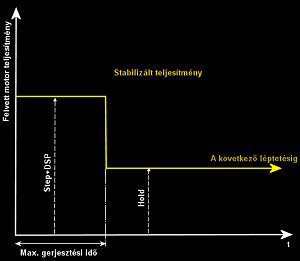
(tartóági szabályzás)
Ezzel a módszerrel tovább mérsékelhető az egyébként álló motorok melegedése. Azt azonban érdemes tudni, hogy ha a tápfeszültséget nagyon megemeljük, először ez a visszavételi lehetőség fog elveszni.
A tartóági gerjesztésekre a fix pozícióban tartás miatt van szükség. A motorokat akár fél léptetési helyzetben is meg kell tudni tartani!
Az a gerjesztési érték a megfelelő, ami a legkevesebb
gerjesztéssel még biztonságosan pozícióban tartja a motort (fél léptetésben is)!
A pozícióban tartó erő kézzel ellenőrizhető, ha álló (de bekapcsolt) motornál
megfogjuk a tengely végét és megpróbáljuk kimozdítani. A motornak nem túl nagy,
de határozott tartó erőt kell kifejtenie.
A minél hatásosabb motorpihentetés érdekében, a gerjesztő áram frekvenciája is
csökkentve van (a frekvenciával arányos vasveszteségek csökkentése érdekében).
Ez a PWM frekvencia
módosításával történik, ami halható hangot eredményez a motorokban. Ez a
hangkeltés teljesen normális, cserébe a motorok jobban hűlnek.
Túlterhelés védelem:
Védi a teljesítmény hidat a
túlmelegedés ellen. Kb. 75°C-nál letiltja a motorokat. A hűtőborda hőmérsékletét
egy szenzor segítségével folyamatosan monitorozza a központi MCU. Előre
beprogramozott határértéknél az MCU letiltja az egész erőátviteli FET hidat (a
motor kikapcsol).
Működését a Status LED sűrű villogással jelzi. Ilyenkor ki kell kapcsolni a
Vezérlőt és meg kell várni míg a híd le nem hűl, majd újra lehet indítani.
Természetesen ez munka közben selejt képződéssel jár, ezért a hűtés tervezésénél
törekedni kell a lehető legjobb szellőzés biztosítására (a védelemnek ne legyen
oka működni)!
4A/fázis felett intenzív kényszerhűtés (ventillátor) használata javasolt!
Szoftver:
Erősen javasolt a Mach CNC működtető szoftverek használata! E szoftverek rendelkeznek jelenleg a legsimább léptetés vezérlésekkel, aminek a minősége alapjaiban meghatározza a rendszerünk állttal elérhető sebességeket.
<Mach2 és Mach3 szoftverek használatánál javasolt az "Enhanced Pulsing" opció bekapcsolása!

(Enhanced Pusing bekapcsolása Mach3 szoftverekben)
Ez az opció tovább javítja a léptető impulzusok egyenletességét, viszont minimum 1Ghz-es PC szükséges hozzá!
Az alkalmazott impulzus memória miatt ez a Vezérlő egyáltalán nem érzékeny a Mach szoftverek impulzus időzítéseire!
(Mach3 impulzus adatai)
A biztonság kedvéért mindkét impulzus adatot 2-re érdemes
állítani.
A Sherline mód aktiválására (vagy nem aktiválására) sem érzékeny! Tökéletesen
működik minden beállítási módban!
Nagyon hosszú (>5m) LPT kábel használata esetén javasolt a Sherline mód
bekapcsolása (a kábel esetleges jelcsillapítása miatt).
![]() CNC
gépek sebesség tuningja:
CNC
gépek sebesség tuningja:
Egy új vagy átépített gép esetén mind a Vezérlőt (Profi2), mind a CNC programot (Mach3) össze kell hangolni!
A Mach3 kommunikációs portjainak (bitek) összerendelése után (lásd a
Profi2B leírásában), mindig a
mértékegységet (mm) és a számított felbontásokat kell először beállítani (minden
sebesség állítás csak ezek ismeretében történhet)! Ne felejtsük el ezeket az
adatokat mind három tengelynél külön-külön tároltatni (lásd a
Mach3 leírását)!
Utána meg kell keresni minden tengely maximális sebességét. A keresést alulról felfelé haladva végezzük, viszonylag lassú gyorsítások mellett. A tesztek során kézi mozgatásokkal (billentyűzetről vezérelve) hajtatjuk a tengelyeket és megfigyeljük azok mozgását. Fokozatosan emeljük a sebességeket és figyeljük mikor áll meg a motor (visít, de már nem forog).
A léptetőmotorok jó tuningjához és a rendszerünk viselkedésének a megértéséhez ismerni szükséges egy léptetőmotoros rendszer nyomaték görbéjét! Nem a számszerű értékek, hanem azok összefüggései a lényeg!

(komplex rendszer nyomatékgörbe)
Az ábrán látható egy CNC tengely és egy léptetőmotor + Profi2A CNC Vezérlő nyomatékgörbe együttes.
Jelmagyarázat:
- "Mechanikai fékező nyomaték" = a tengely fékező ellenállása a sebesség függvényében,
- "Megindítás" = a mechanika megmozdításához szükséges minimális nyomaték,
- "Léptetőmotor nyomatéka" = motor + vezérlő együttes eredő nyomatéka,
- "Chopper tartomány" = a motor a vezérlő konstans nyomatékon képes tartani,
- "DC tartomány" = a motor szinkronmotorként, egyre eső nyomatékkal üzemel,
- "Max. sebesség" = a terhelő és a hajtó nyomaték metszése, ez az elérhető legnagyobb gépi sebesség,
- "Billenési pont" = helyét a motortáp feszültsége határozza meg. A tuningtényező mértékében tolható (emelhető) a sebesség tengelye mentén,
- "Max. start sebesség" - gyorsítás nélkül (impulzus szerűen) felette nem üzemel a motor.
Az ábrából leolvasható, hogy rendkívül fontos a gyorsítás
használata, mivel a görbe vissza hanyatló és csak szűk sebesség tartományban
képes gyorsítások nélkül, egyből felvenni a fordulatot! Megfelelő gyorsítások
használatával a teljes görbe kihasználható.
Ne feledjük, hogy minden egyenetlen motorjárás (lásd a
KCam4-et), megfelel egy pillanatnyi
Start-Stop -nak, az-az gyorsítás nélküli indításoknak! E miatt a KCam4-el a
léptetőmotorok csak a 0-Max.start sebességig használhatóak ki! Ugyan ez a
helyzet, ha a Mach3-ban maximumra vesszük a gyorsítást (Accel)!
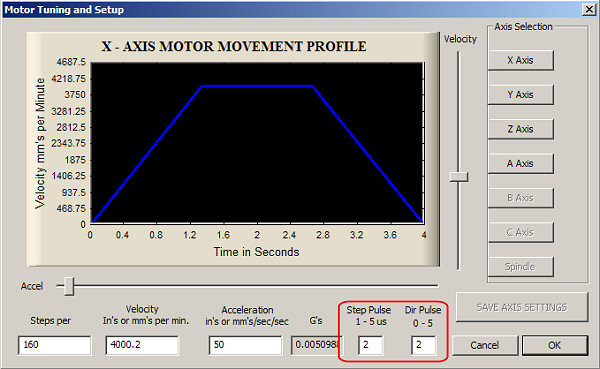
(Mach3 motor tuning felülete)
Ajánlott impulzus adatok: Step Pulse=2, Dir Pulse=2.
A habvágósok nem használhatnak lassú gyorsításokat (a technológia miatt), de nekik is muszáj minimális gyorsítást alkalmazni, ha a motorokat ki akarják használni!
A PC által szolgáltatott Step impulzusok pontos időzítései felelnek az egyenletes motorjárásért. A Mach2 és a Mach3 ezt az alaplapi időzítők segítségével, a CPU generálja , ami nagyfokú stabilitást jelent (ellentétben a tiszta szoftveres időzítésekkel szemben, mint pl. a KCam4). Mivel a CPU-n keresztül generálódik a Step jel, annak terheltsége befolyásolhatja egyenletességét. Lehetőleg CNC mozgatások közben ne futtassunk megterhelő külső programokat! Viszont az "Enhanced Pulsening" bekapcsolásával - némi plusz CPU terheltség fejében - tovább növelhető a Step jel pontossága (érdemes bekapcsolni)! A kellő tuning eléréséhez biztosítani kell a gyártók által meghatározott minimális CPU sebességet (mivel maga a Mach3 is komoly feladatokat ró a CPU-ra)! Maga az alap Windows is futtat a háttérben sok mindent, ezért érdemes ezekre is figyelni (a http://www.machsupport.com/artsoft/support/support.htm web helyen találunk erre optimalizálási ötleteket)!
A nyomaték görbéről leolvasható, hogy egy normálisan méretezett motor esetén a maximálisan elérhető sebesség mindig a DC tartományba esik. Akkor van kihasználva a motorunk, ha a terhelő nyomaték miatti leállás nem sokkal van az üresen futtatott motor blokkolása előtt (ha 75% feletti, az már nagyon jó).
Fontos azzal is tisztában lenni, hogy a DC tartományban (hiába esik már a nyomaték), nincs lépésvesztés! A léptetőmotor ha kiesne a szinkronból, a visszahajló nyomatéka miatt azonnal blokkolna! Ez látványos és azonnal észlelhető. Ezt a pontot kell megkeresni a tuning során (blokkolás)! Majd a Mach3 adott tengelyét e pont alá kell állítani kicsivel (ahol még stabilan forgatja a motor)!
Fontos, hogy utána ezen a sebességen a teljes mozgási tartományt
végig ellenőrizzük (nehogy valahol kicsit jobban szoruljon a mechanika és akkor
már ott blokkoljon)!
Ha minden tengelyt így megmértünk és beállítottunk, utána újra ellenőrizzük az
egyes tengelyeket, de most már úgy, hogy a mozgatásokat minden tengelyen
egyszerre végeztessük! Erre a stabilizálatlan motortáp feszültség esése miatt
van szükség (ilyenkor a nagyobb teher miatt a motorok kicsit kisebb
feszültségről üzemelnek)! Ha szükséges, csökkentsünk a sebességekből!
Ez a beállított maximális sebesség az adott tengely utazó sebessége,
megmunkálásra (a lézer és plazma kivételével) nem alkalmas (hisz erre még
rárakódik a marás fékező ereje is)! Általában ezen a sebességeken már nem
végzünk megmunkálásokat (túl gyors), ezért kiváló lesz gyorsmozgásokra
(pozícionálásokra)!
Mach szoftverek esetén a kézi gyorsmozgásokat a SHIFT+nyilak, illetve a SHIFT+Page Up/Down gombokkal lehet elvégezni.

