(4D, kompakt, bipoláris, mikro-step léptetőmotor vezérlő)
![]() H2 PCB CNC Vezérlő
H2 PCB CNC Vezérlő![]()
(4D, kompakt, bipoláris, mikro-step léptetőmotor vezérlő)
![]()
![]()
Módosítva: 2010. április 20. kedd
|
Tartalom: |
|---|
| Bevezetés |
| Általános ismertetés |
| Tápegység |
| Alkalmazható léptetőmotorok |
| Motorok bekötése |
| Motorok beállítása |
| Be és kimenetek |
| PC oldali beállítások |
| Lehetőségek |
| További információk, kiegészítések: |
| H2 Motortuning |
| E1 bővítő kártya |
A H2 PCB léptetőmotoros CNC Vezérlő egy újgenerációs család legkisebb tagja. Kompakt kialakítása révén ideális hobbi vagy kis CNC gépek építésére. Fejlesztésénél figyelembe lett véve a sokéves tapasztalatból leszűrhető, átlag felhasználási igények és a jövőbeni bővíthetőség lehetősége is! H2 Vezérlő egy integrált kialakítású, egykártyás CNC Vezérlő. Tartalmaz 4db mikro-step léptetőmotoros meghajtót, be- kimeneti illesztéseket, bővítő portot, valamint egy kapcsolóüzemű tápegységet is. Közvetlenül csatlakozik a számítógép LPT (Printer) portjára és a PC-n futó CNC vezérlő szoftverek (pl. Mach3) segítségével működteti a CNC mechanikát. Felhasználható maró, gravírozó, esztergáló, habvágó, vagy egyéb CNC gépek építésére.
Főbb műszaki paraméterei (PCB V2.0):
- Step/Dir rendszerű, LPT portos, léptetőmotor vezérlő,
- 4D (4 motoros), kompakt kialakítás,
- 2 fázisú, bipoláris, micro-step motorvezérlés,
- Jumperelhető micro-step értékek: 1; 1/2; 1/8; 1/16,
- Fázisonként max. DC 35V, 3.5A motorvégfok,
- Kevert módú áramlecsengetés, PWM szabályzással,
- Csendes tartóági üzemmód,
- 100kHz-es max. léptetési frekvencia,
- Szoftverből vezérelhető motorpihentetés,
- 4 fokozatú, jumperelhető, motoráram szabályzás,
- 5db. Input port (végállás, digitalizáló kapcsolókra előkészítve),
- 1db relés kimenet (egysarkú, max. 230V, 3A terhelhetőséggel),
- 2 bites TTL bővítőport,
- Egy-tápfeszültséges kialakítás (integrált, kapcsolóüzemű, digitális tápegységgel),
- Túlmelegedés védelem,
- Telepített hűtés,
- Kétoldalas, lyukgalvanizált, részben SMD PCB
Alkalmazható CNC vezérlő szoftverek:
- Mach3 CNC (Win2000, XP) [ajánlott],
- TurboCNC (DOS),
- WinPC-NC (XP),
- CNCGraf (DOS),
- JediCut,
- GMFC,
- CeNeCe,
- Stealth Plane Works: FoamCutter
- stb.

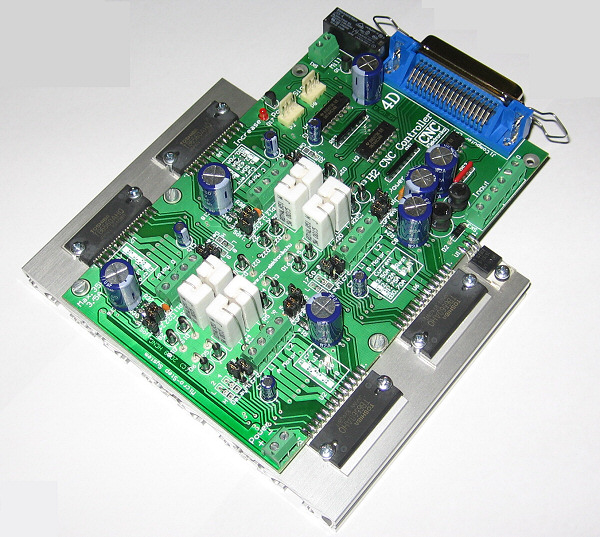
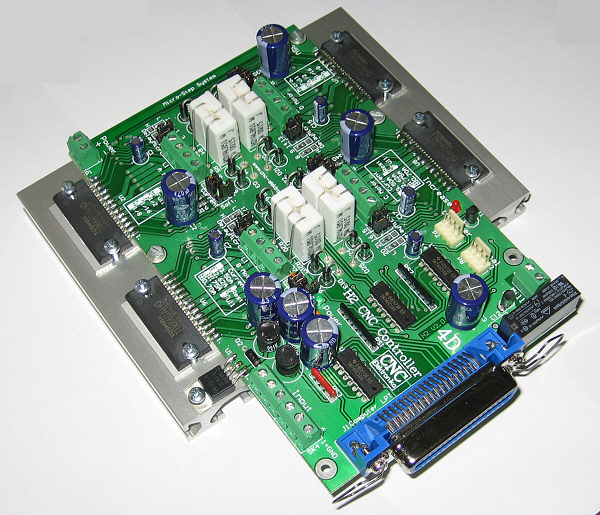
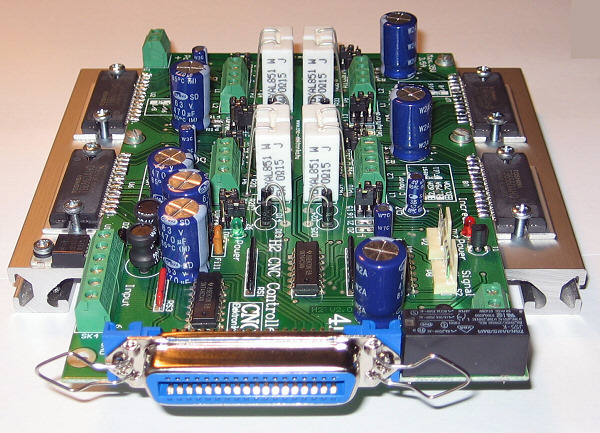
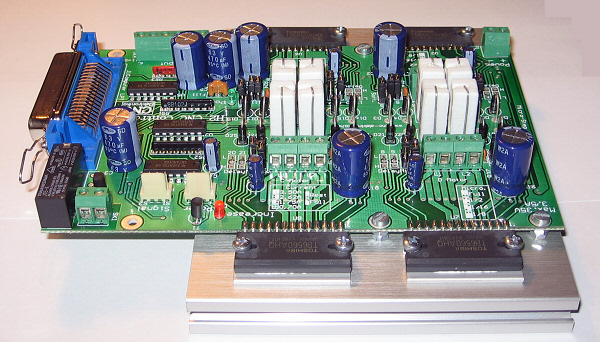
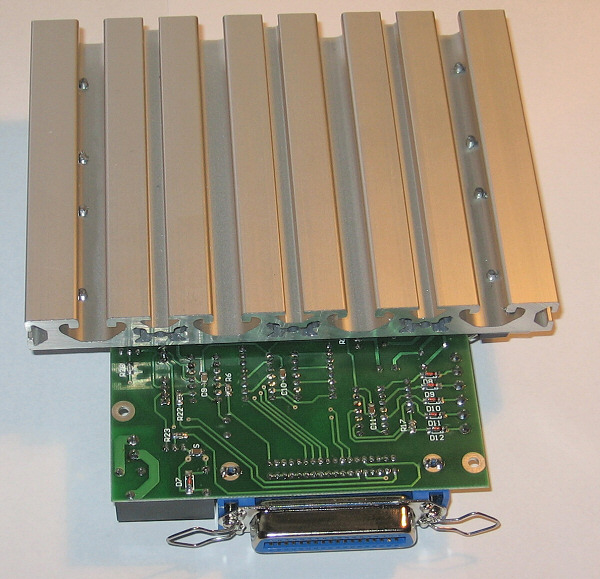
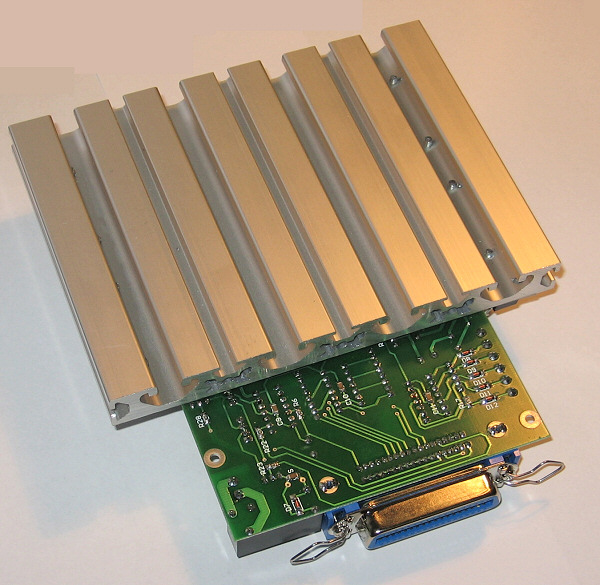

(Kép galéria. Nagyítás=klikk!)
Nézze meg a kompact kivitelt
is!
![]()
(H2 Compact CNC Vezérlő)
A H2 CNC Vezérlő használható 1, 2, 3 és 4-tengelyes gépek vezérlésére (nem kötelező minden tengelyt működtetni). Mach3 használata esetén megoldható tengelyek logikai összefogása és szinkron működtetése (pl. 2D, 4 motoros habvágógépek működtetéséhez, 2-2 motor egyszerre foroghat).
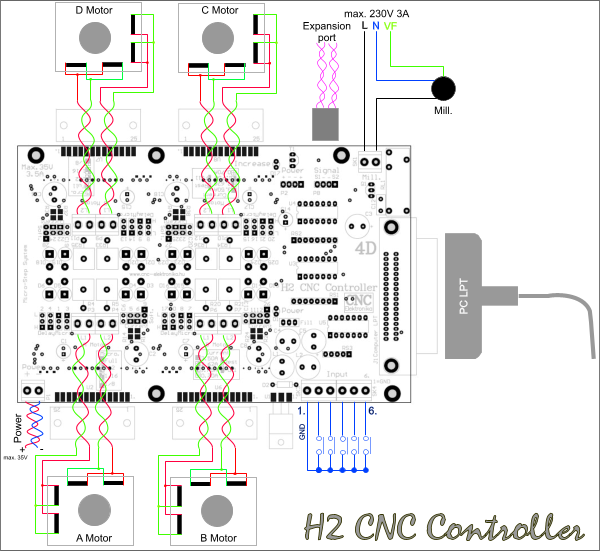
(H2 rendszer)
Minden motorvezérlő csatornára (A; B; C; D) 1db léptetőmotor
köthető. A léptetőmotorok soros, vagy párhuzamos kötése motorvezérlő csatornán
belül nem javasolt!
A Vezérlő bemenetére (Input port) max. 5db független nyomógomb, kapcsoló,
végállás érzékelő, stb. köthető. A bemenetek Schmitt-triggerezettek, diódával
védettek, és belső 1kOhm-os felhúzó ellenállást tartalmaznak. Állapotát
invertálva adja át az LPT porton keresztül, a PC-nek. Funkcionalitását teljesen
a PC-n futó CNC vezérlő szoftver határozza meg.
A relés kimenet segítségével közvetlenül működtethető (kapcsolható) egy
fogyasztó (pl. marómotor, vágószál, stb.). A relé egysarkú leválasztást biztosít
(230V-os fogyasztó esetén, 2 sarkú, segédrelé alkalmazása javasolt)!
A Signal csatlakozó egy 2 bites, TTL kimeneti bővítőport (Expansion port). Ez is
Schmitt-triggerezett és invertált a PC felöl nézve. Felhasználható 5. tengely
vezérlésére (Step/Dir kimenetként), Charge-Pump áramkörnek, frekvenciaváltó
fordulatszám szabályozására (PWM-es), vagy akár relés kimeneti bővítésre!
Működését szintén teljesen a CNC vezérlő szoftverek határozzák meg.
A PC és a Vezérlő között szabványos LPT kábel (nyomtatókábel) használata
szükséges. Érdemes jó minőségű, árnyékoltat használni (max. hossza 3m)!
A Vezérlő egyetlen tápfeszültséget igényel, a motortápét. Ebből belül állítja
elő az összes tápfeszültségeket. Stabilizálni nem kell, csak egyenirányítani és
szűrni szükséges. A
tápegység méretezéséről lentebb olvashat bővebben.
A Vezérlő hűtését nem szabad lefojtani, dobozolás esetén ventillátor beépítése
szükségessé válhat! Ilyenkor célszerű 24V AC ventillátort beépíteni és a
transzformátor AC 24V-os oldaláról működtetni.
(Mechanikai rögzítés, M8 és M5-ös csavarokkal)
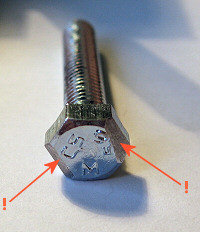
(Élre rögzítésnél M5-ös csavart kicsit megreszelni 45°-ban,
oldalt)
A Vezérlő egyetlen tápfeszültséget igényel. Stabilizálni nem kell, csak egyenirányítani és szűrni szükséges. A megengedett feszültségtartománya DC 12-35V. A 35V átlépése a Vezérlő károsodását okozhatja! Ajánlott tápegység egy 230/24V-os AC feszültségű, biztonsági leválasztó transzformátor, minimum 20A-es egyenirányító híddal és minimum 10000uF-os kondenzátorral előállított DC (egyen) feszültség. Javasolt a tápegység és a Vezérlő közé, egy 10A-es ,lomha olvadóbetét közbeiktatása is!
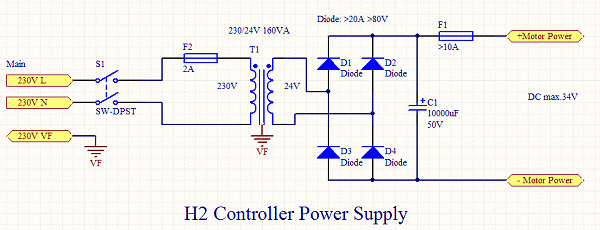
(tápegység kapcsolási rajza)
Egy 160VA-es, 230/24V-os transzformátorral épített táp képes ellátni mind a 4 motort a maximális 3.5A-es terhelhetőség mellett (a PWM-es szabályzás miatt). Fontos, hogy a max. DC 35V-os motor tápfeszültségű korlátot soha ne lépje át a tápegység (még terheletlenül sem)!
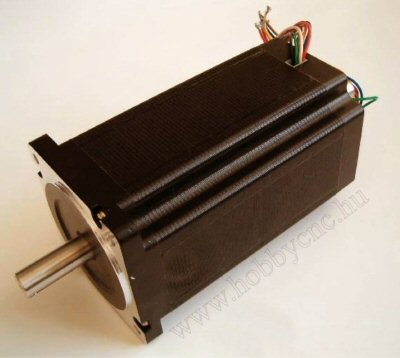
(léptetőmotorok)
A Vezérlő 2 fázisú, bipoláris motorvégfokkal rendelkezik, ezért az összes 2 fázisú motortípus használható. A minél magasabb fordulatszám elérése érdekében, és a mikros-step léptetés miatt is, a lehető legalacsonyabb alapfeszültségű, bipoláris motorok alkalmazása ajánlott! A motor alapfeszültsége az, amit a motor adatlapján, adattábláján feltüntetnek mint tekercs feszültséget. A legoptimálisabb hajtást akkor kapjuk, ha a Vezérlő tápfeszültségét 30-35V között tudjuk tartani és az alkalmazott bipoláris motor alapfeszültsége 3V alatti! Ha a motor 8 vezetékes (univerzális) akkor a tekercsek párhuzamos kötése javasolt!
Ajánlott léptetőmotorok:
| Motor típusa | Tartóági nyomatéka [Nm] |
|
23LC041-025-8W-xx-0.5 |
0.5 |
|
23LC051-025-8W-xx-1.0 |
1.0 |
|
23SM056-028-8W-xx-1.3 |
1.3 |
|
23LC064-025-8W-xx-1.5 |
1.5 |
|
23SM080-028-8W-xx-1.7 |
1.7 |
|
23SM100-030-8W-xx-2.0 |
2.0 |
|
23SM112-030-8W-xx-2.5 |
2.5 |
A motorokról bővebb információt itt talál!

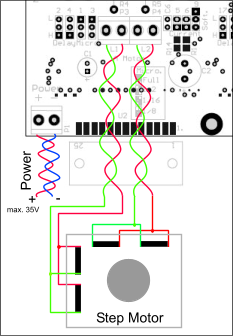
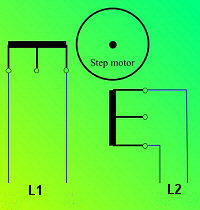
(motor fázisok és motortáp csatlakozások)
- A Vezérlő 2 fázisú, bipoláris (4 kivezetéses) motorokhoz lett
tervezve.
Bipoláris motoroknál az összetartozó fázisvégeket kell az L1 és az L2
sorkapcsokba kötni. A konkrét fázissorrend nem érdekes mert a CNC szoftvereken
belül a forgásirány megváltoztatható! Az összetartozó motortekercs vezetékek
összesodrásával jelentősen csökkenthető a motorok által termelt EMI zaj, ezért
összesodrásuk erősen javasolt! Ügyeljünk a vezetékek zárlatmentes bekötésére!
(bipoláris motorok bekötése)
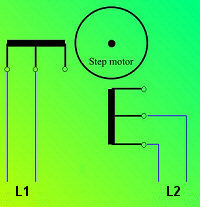
Lehetőleg a korszerű, alacsony feszültségű és induktivitású, 8 vezetékes (univerzális) motorokat részesítsük előnybe! Az ajánlott motorok választékát itt találja. Fontos, hogy 8 vezetékes motorok esetén az azonos oldalhoz tartozó tekercseket párhuzamosan kössék! Kezdet a kezdettel, vég a véggel legyen összekötve! A kivezetések színjelölését megtalálja a motor adatlapjában. A beállítandó áramerőség a tekercsáram kb. 1.5×-öse.
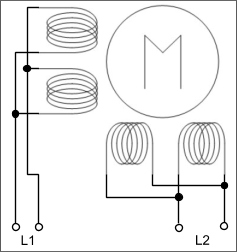
(8 kivezetéses, univerzális motorok bekötése)
Régebbi, bontott, nagy alapfeszültségű és induktivitású (esetleg unipoláris) motorok teljesítménye lényegesen kisebb! Ha mégis ragaszkodik az ilyen motorokhoz, akkor bekötésükre két lehetőség adódik.
- Lehetőség van unipoláris (5, 6 kivezetéses) motorok bekötésére is! Ebben az esetben kétféle módon lehet eljárni:
 |
 |
| A | B |
|
(Unipoláris motorok bekötési lehetőségei) |
|
A két bekötési mód között lényeges különbségek vannak!
A mód: alacsony sebességeknél kb. 20%-al nagyobb nyomaték érhető el (2× annyi menet van gerjesztve), viszont az elérhető maximális sebesség jóval kisebb (a 2×-es induktivitás és alapfeszültség miatt). A motor induktivitása és az alapfeszültsége 2×-ese a gyári adatnak. A beállítandó áramerőség a tekercs névleges áramerősége.
B mód: minden paramétere megegyezik a gyár által megadottakkal (nagyobb sebességek, névleges nyomatékok). A beállítandó áramerőség megegyezik a ráírtakkal. Azt, hogy egy tekercsen belül melyik oldalát kössük a közepével a Vezérlőbe be, nem érdekes (csak a forgásirányt befolyásolja). Ez a kötésmód javasolt!
2db jumper, összesen 4 féle állásával lehet a motoráramokat megadni minden egyes tengelynek egyenként. A jumperek minden tengelynél a Current mezőben találhatóak (2db 2-es jumper).
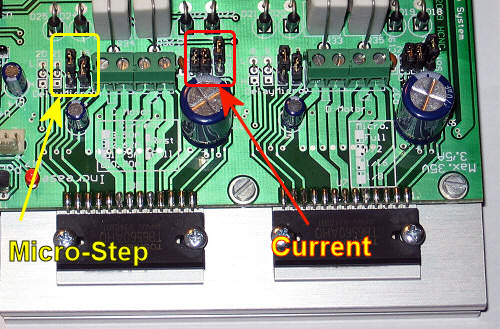
(Current
jumper mező)
|
Jumper jelölések: |
||
| 1 |
pozíció 1-2 |
|
| 2 | ||
| 3 | ||
| 1 |
pozíció 2-3 |
|
| 2 | ||
| 3 | ||
| 3.50A | ||
| 2.62A | ||
| 1.75A | ||
| 0.70A | ||
(motor áram beállítása a Current jumperekkel)
A szélső "Soft." feliratú 3-as jumperrel lehet az adott tengely árampihentetését meghatározni. "Rest" állásban a motorok álló helyzetben vissza szabályzásra kerülnek (0.7A-re). Ezzel elősegítve a motorok és a Vezérlő jobb hűtését. A legkisebb motoráram beállítása esetén (0.70A) ez a vissza szabályzás nem érvényesül. Magát a vissza szabályzást a CNC szoftver végzi, ezért szoftveres oldalon is szükséges annak korrekt beállítása!
A jumper "Full" állásában folyamatosan a Current jumperekkel meghatározott motorgerjesztés valósul meg (nincs pihentetés). Ezt akkor javasolt használni, ha a CNC vezérlő szoftver nem képes motorpihentetés vezérlésére.
|
Rest (pihentetés) |
|
|
Full (folyamatos gerjesztés) |
|
(motor pihentetés jumpere (Soft. mező))
A motorgerjesztés állapotát, a Vezérlőn található "Increase" LED jelzi. Világítása esetén teljes gerjesztéssel mennek a motorok. Ellenőrizhető vele a CNC szoftver helyes működése (léptetéskor mindig világítania kell, ha a pihentetés funkció be van jumperelve [Rest])!
A beállítandó motoráramok meghatározásánál mindig a motor adatlapja a mérvadó. 8 kivezetéses (univerzális) motorok esetén, ha a tekercsek párhuzamosan vannak kötve (javasolt!), akkor a megadott tekercsáramának 1.5×-esét kell alapul venni. A gerjesztő áramot felülről közelítve kell bejumperelni! Pl: a beállítandó motoráram 3A, akkor a Current jumpereket 3.5A-es pozícióba kell elhelyezni. Ha a beállítandó motoráram 2.5A, akkor a 2.62A-es pozíciót kell használni.
Ajánlott motoráram beállítások:
| Motor típusa | Tartóági nyomatéka [Nm] |
Current Jumper beállítási értéke [A] |
|
23LC041-025-8W-xx-0.5 |
0.5 | 2.62 |
|
23LC051-025-8W-xx-1.0 |
1.0 | 2.62 |
|
23SM056-028-8W-xx-1.3 |
1.3 | 3.50 |
|
23LC064-025-8W-xx-1.5 |
1.5 | 2.62 |
|
23SM080-028-8W-xx-1.7 |
1.7 | 3.50 |
|
23SM100-030-8W-xx-2.0 |
2.0 | 3.50 |
|
23SM112-030-8W-xx-2.5 |
2.5 | 3.50 |
A motorokról bővebb információt itt
talál!
Felbontás (micro-step) beállítása:
A motorok léptetésének mértékét (micro-step) 2db 3-as jumperrel lehet meghatározni a "Micro" jumper mezőben (szintén tengelyenként megadható).
(Micro-Step jumper mező)
|
Full |
||
|
1/2 |
||
|
1/16 |
||
|
1/8 |
||
(micro-step jumperek pozíciói)
Javasolt az 1/16-od, esetleg az 1/8-ad lépés használata a rezonancia mentesebb futás eléréséhez. Ha a CNC vezérlő szoftver nem bírja léptetési frekvenciával, akkor javasolt visszább venni a micro-léptetés értékéből.
| Mikro-step érték |
Motor felbontás [1.8°-os motor esetén] |
| Full | 200 |
| 1/2 | 400 |
| 1/16 | 3200 |
| 1/8 | 1600 |
(Step lépések száma,1 teljes körbefordulatra vetítve)
A H2 Vezérlő több be és kimenetekkel rendelkezik, melyek mindegyét a használt CNC vezérlő program felügyeli és látja el funkciókkal. Ennek megfelelően feladatuk attól függ, hogyan állítjuk be ezeket a programon belül. A vezérlő programok mindegyike a be és kimeneteket (portokat), a hozzá tartozó LPT lábszáma alapján azonosítja. A leírás vége felé megtalálható lesz az összefoglaló táblázat, mely megmutatja az egyes portok és motorok LPT lábszám kiosztásait.
Bemenetek:
A H2 CNC Vezérlő 5db bemenetet tartalmaz. A bemenetek az Input sorkapcson érhetőek el. A sorkapocs 1.-es lába a GND, ehhez kapcsolva lehet működtetni a 2.-től, 6.-ig tartozó bemeneti portokat.
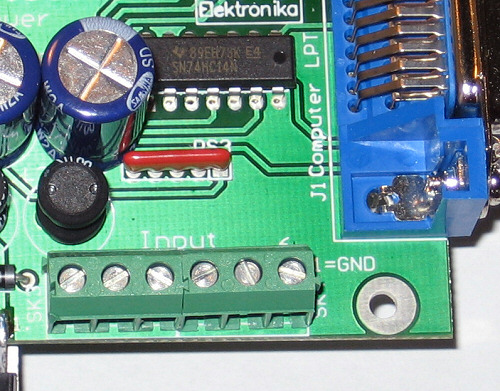
(Input sorkapocs)
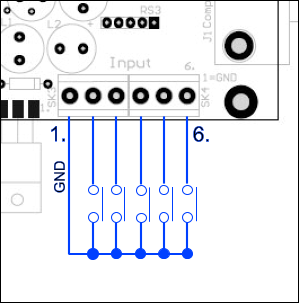
(bemenetek bekötése)
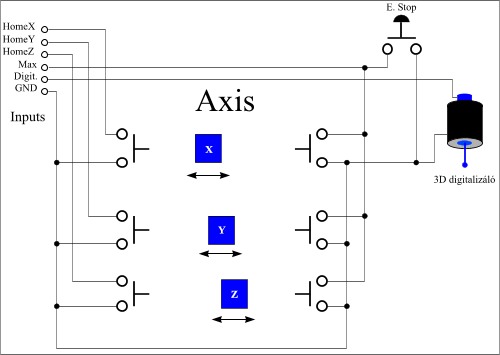
(mintakapcsolás bemenetek használatára)
A fenti mintakapcsolás Mach3 CNC vezérlő szoftver használatát feltételezi, mellyel ezek a funkciók is használhatóak. Bővebb információt a vezérlő szoftverek leírásaiban talál!
Kimenetek:
A Vezérlő két féle kimenettel is rendelkezik:
- Relés kimenet,
- Signal port (2 bites, TTL kimenet).
Relés kimenet:
1db potenciál független relés kimenete max. 230V, 3A-es terhelhetőségű. A relé egysarkú leválasztást biztosít. Kivezetései a Mill. sorkapcson érhetőek el.
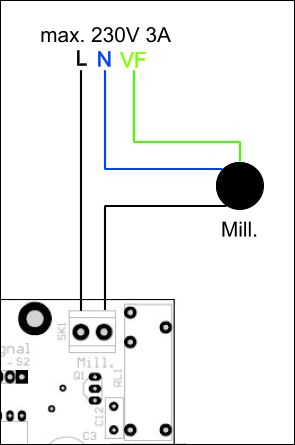
(relés kimenet)
Felhasználható marómotor (Mill.) vezérlésére, vagy bármilyen berendezés kapcsolására CNC szoftverből. 50V-nál nagyobb feszültség kapcsolása esetén figyelembe kell venni a szabványban előírt biztonsági leválasztási utasításokat (kétsarkú leválasztású segédrelé alkalmazása)!
Szerelési tipp:
A sorkapocs lemezének felemelésében segíthet egy 40mm hosszú, 90°-ban meghajlított szeg:

(sorkapocs "tágító")
Signal és Power csatalakozók (Expansion port):

(Expansion port)
A Signal csatlakozó és a mellette lévő Power csatlakozó a Vezérlő Expansion (bővítő) portja. A Power csatlakozó a bővítő áramkör tápellátására szolgál (+5V), max. 200mA-es terhelhetőséggel.
| Vcc | GND | GND | Vcc |
(Power csatlakozó kiosztása)
A GND=0V, Vcc=+5V.
A Signal csatlakozón 2db TTL kimenet található. A kimenetek a PC felöl invertálva jelennek meg. Terhelhetőségük 10db LS bemenet.
| S1. | GND | GND | S2. |
(Signal csatlakozó kiosztása)
A két bit szabadon felhasználható külső vezérlési célokra (PWM, relék, 5. tengely, stb.). Bitkiosztása az összefoglaló táblázatban megtalálható. A csatlakozók a nyákon feliratozottak.
Charge Pump és PWM-es frekvenciaváltók szabályzására itt egy kiegészítő kártya:
E1-es bővítő:

(Charge Pump és PWM-es frekvenciaváltó szabályzó
E1-es kártya)
E2-es bővítő:
(JediCut és GMFC kompatibilitás)
PC oldali beállítások (szoftver):
![]()
Minden CNC vezérlő szoftver az egyes portokat, motorokat, funkciókat az LPT lábszáma alapján azonosítja. ezeket a szoftveren belül kell beállítani.
| I/O funkció: | Funkció/csatlakozó: | LPT lábszám: |
| A motor kimenet | Step | 3* |
| Dir | 2 | |
| B motor kimenet | Step | 5* |
| Dir | 4 | |
| C motor kimenet | Step | 7* |
| Dir | 6 | |
| D motor kimenet | Step | 9* |
| Dir | 8 | |
|
Bemenetek (Input) |
GND/1. | - |
| 2. | 10 | |
| 3. | 11 | |
| 4. | 12 | |
| 5. | 13 | |
| 6. | 15 | |
| Kimenetek | Relé (Mill.) | 14 |
| S1 (Signal) | 1* | |
| S2 (Signal) | 17* | |
|
Pihentetés (Current Hi/Lo) |
16* | |
| *-gal jelzettek invertáltak! | ||
(bitkiosztási összefoglaló táblázat)
Részletes Mach3 beállítások:

(Mach3 CNC vezérlő szoftver)
A beállítások paneljei a Mach3 Config menüéből érhetőek el (fentről lefelé haladva)!

(mértékegység mm-re!)
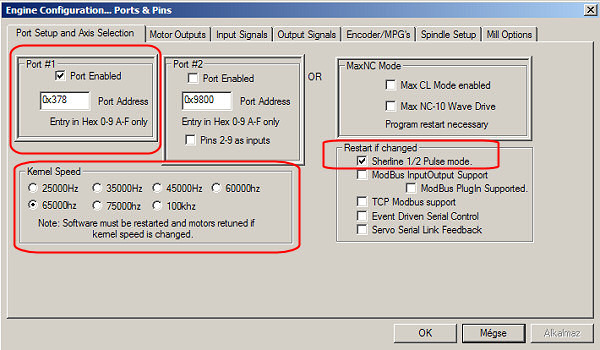
(Port, sebesség és Sherline 1/2 Pulse mode)
Figyelem! Ha a gépünk nem elég gyors, akkor a 65kHz-es sebesség sok lehet (rángatni fog)! Ilyenkor vegyük visszább és lehet, hogy a mikro-stepből is kisebb érték lesz használható! A Sherline 1/2 Pulse mode beállítása nagyon fontos! Nélküle a vezérlő bizonytalanul üzemelhet! A Port Address címe notebook-ok esetén eltérhet az alapbeállítástól. Bővebb infó a 2. LPT port használatánál! Beépített LPT port esetén az alapbeállítás maradhat.

(motorok Step/Dir bitkiosztása)
Figyelem! Mindent így kell kitölteni! Ha a Step Low Active nincs kijelölve (ez a Step jel invertálása), akkor a Vezérlő erőtlen és bizonytalan lesz!

(bemenetek kezelése)
Az Estop kötött, de a többit rugalmasan kell kezelni! Attól
függ, hogy mit, hova kötnek (ez csak egy a lehetséges bekötésre a sok
konfigurációból)! A fenti beállítás végállásoknak feltételezi az Input porton
lévő, 2.-6. terjedő csatlakozásokat. A beállításnak megfelelően:
2. sorkapocs (10 pin) = a 4 tengely, párhuzamosan kötött maximum végállásai,
3. sorkapocs (11 pin)= az X tengely minimum (és egyben X Home) végállása,
4. sorkapocs (12 pin)= az Y tengely minimum (és egyben Y Home) végállása,
5. sorkapocs (13 pin)= a Z tengely minimum (és egyben Z Home) végállása,
6. sorkapocs (15 pin)=az A tengely minimum (és egyben A Home) végállása.
A fenti beállítással a rendszer képes (még egyéb beállítás megléte esetén) az automatikus 0-pont (Home) megkeresésére és felvételére is!

(kimenetek)
A Current Hi/Low a motorok pihentetéséért fele, beállítása így kötelező! Az Output #1 a relét vezérli, beállítása így megfelelő! Az Output #2 és #3 viszont az S1 és S2 bővítőport bitjei, beállítása rugalmasan kezelendő és sok lehetséges variációja létezik (PWM, relék, 5. tengely, stb.)! Használatához a szoftver által felkínált lehetőségek ismerete szükséges!
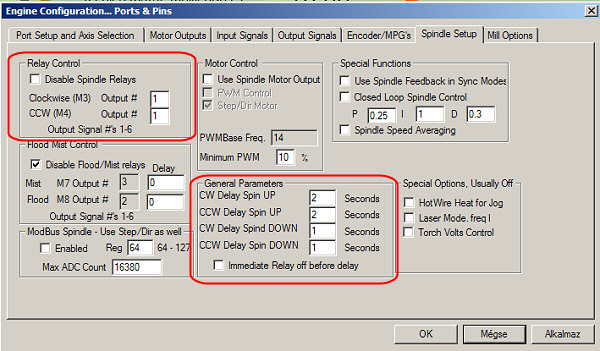
(Mill. relé használata)
A relé használatához szükséges adatok. Megadható vele a marómotor felpörgésének és leállásának ideje is (késleltetése). A maradék mezők szintén rugalmasan kezelendők (a kimenet beállításától függően ezek is kezelendőek lehetnek).
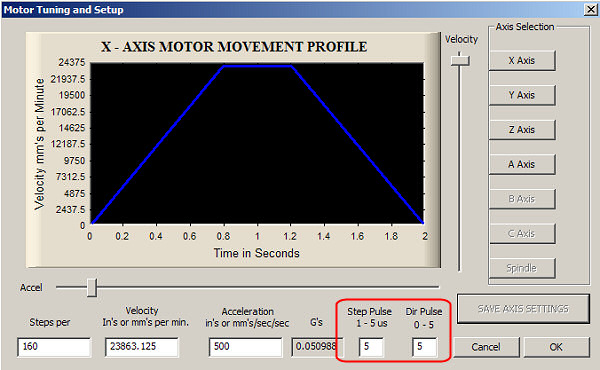
(impulzus szélességek)
Ezek is "kötelező" beállítások! A Vezérlő helyes működése miatt van szükség rájuk. A többi mező a CNC gép paramétereitől függ. Itt kell megadni a gép 1mm-re eső elmuzdulásához szükséges lépésszámot (áttétel és micro-step beállítás függő), valamint a gép max. sebességét és gyorsulását is! Bővebb leírás a Mach3 gépkönyvében!
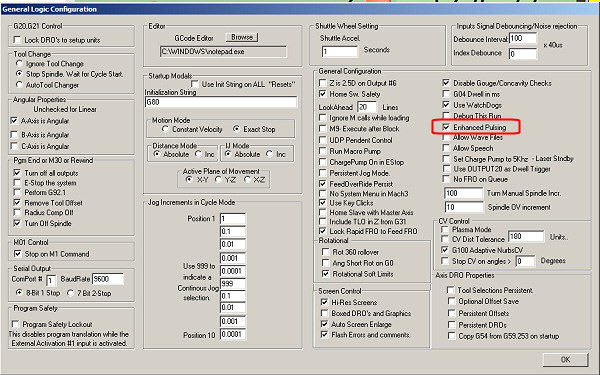
(javított motorfutás minőség beállítása)
Az Enchanced Pulsing bekapcsolásával a motorok futásminősége tovább finomítható (cserébe több CPU terhelésért). Ha a gép bírja, érdemes használni!
![]()
H2_Setup.zip (V1.0)
(egybe letölthető Mach3 setup)
A feltelepített Mach3 könyvtárába kell kicsomagolni és elindítani a Mach3-at és a H2 Controller Session Profile-t kell kiválasztani (Mach3 Loader-el)!
![]() H2
Setup.exe (V2.0)
H2
Setup.exe (V2.0)
(MBIO támogatással)
(MBIO diagnosztika)
A feltelepített Mach3 könyvtárába kell másolni és elindítani (engedni a felülírásokat!) valamint elindítani a Mach3-at és a H2 Controller Session Profile-t kell kiválasztani (Mach3 Loader-el)!
![]() További
információk a motorok beállításáról és használatáról a
H2 Motor tuning leírásban!
További
információk a motorok beállításáról és használatáról a
H2 Motor tuning leírásban!
![]() Szoftverek
leírásait, információkat talál Magyarul az Info
Bázisban!
Szoftverek
leírásait, információkat talál Magyarul az Info
Bázisban!
![]()
