(finomhangolás és használat)
![]() H2 Motor
tuning
H2 Motor
tuning![]()
(finomhangolás és használat)
Módosítva: 2009. február 02. hétfő
Mint minden léptetőmotoros hajtásnak itt is csak a motor tápfeszültség emelése ad lehetőséget a teljesítmény (fordulatszám) fokozására.
![]() Elmélet és korlátok:
Elmélet és korlátok:
A H2 CNC léptetőmotoros Vezérlő Chopper elvű áramszabályzással rendelkezik, mely
szabályzott PWM generátort használ. Az áramkorlátozó elektronika a PWM
kitöltési tényezőjét hangolja a mért fázisáramoknak megfelelően (két, független
Chopper kör van motoronként, összesen 8 db). A Chopper áramköröknek billenési
pontját referencia feszültségen keresztül határozza meg, fázis, hajtásmód és az
idő függvényében. A folyamat végén a
szabályzás konstans (állandó) motor teljesítményre történik. Így amíg a
tápfeszültségből a Vezérlő képes megfelelő mértékű feszültséget vételezni, addig
a motor teljesítménye és így a nyomatéka állandó.
A motor által leadott nyomaték arányos a villamosan felvett teljesítménnyel. Ha a felvett
teljesítmény csökken, akkor a motor nyomatéka is csökken, ha teljesítmény
felvétel nő, akkor a motor idővel túlmelegszik (szélső esetben leéghet).
A nyomatékesés elsőszámú okozója a motorokban lévő tekercsek induktivitása. Az induktivitás által létrehozott plusz villamos ellenállás (mely az áramfelvételt és így a teljesítményt csökkenti) frekvencia és így sebesség függő. Minél nagyobb sebességgel (lépésszámmal) hajtunk egy léptetőmotort, annál nagyobb feszültséget igényel (ugyanakkora nyomaték leadásához). Magyarul, egyre növelni kell a motorra kapcsolt feszültséget, ha azt akarjuk, hogy a nyomatéka ne csökkenjen!
Ezt a növelést mérten és stabilizálva végzi el a Vezérlő. A
stabilizálást addig képes ellátni, míg nem egyezik meg a motor által igényelt
feszültség a motorra kapcsolt tápfeszültséggel, ha innét tovább emeljük a
sebességet, akkor a Vezérlő már nem képes a motor teljesítményét tovább stabilan
tartani és a nyomatéka hanyatlani kezd. Ez a pont a vezérlés billenési pontja.
A billenési pont alatt (lassabb sebességeknél) Chopperres üzemmódban dolgozik a
Vezérlő (stabilizált nyomatékkal), felette DC módban (szinkron motorként, egyre csökkenő
nyomatékkal).
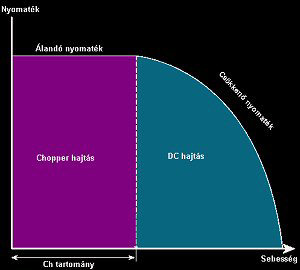
(nyomaték görbe)
Törekedni kell a minél nagyobb Chopperes tartományra, hisz csak itt tartható maximálisan a motor nyomatéka.
A Chopper tartományt csak a motorra kapcsolt (motortáp)
feszültségének egyre nagyobb emelésével lehet nyújtani. Ámde egy teljesen
megálló motor esetén (sebesség 0!), a Vezérlőnek le kell tudnia szabályoztatni
az áramot, a motor néhány Ohmos ellenállására!
Azt, hogy egy vezérlő mekkora szabályzási átfogási tartományra képes,
tunintényezőnek hívom. A tuningtényező megmutatja, hogy hány szoros feszültséget
képes még leszabályoztatni egy adott motorhoz. Ha ettől nagyobb feszültséget
kapcsoltatunk a motorra, akkor nem képes eléggé leszabályozni és a motor
túlmelegszik. A Vezérlő 35×-ös tuningtényezővel rendelkezik.
Természetesen a maximálisan használható tápfeszültség 35V, e felé semmiképp nem szabad menni!
H2 Tuning specialitások:
A motor gerjesztését jumperekkel hangolhatjuk. A jumperek hatása csak a Chopper tartományban érvényesül (alacsonyabb
fordulatokon)!
A Chopper tartományban melegszik a legjobban mind a motor, mind a Vezérlő (itt a
legnagyobb az áramfelvétel). Álló motornál a legintenzívebb a melegedés, ezért
szükséges a szoftveres vissza szabályzás. Emiatt nem meglepő módon, a gyorsan
forgó motorok kevésbé melegednek mint az állók.
Összegezve: a Current jumper az alacsonyabb fordulaton (Chopper tartományban) határozza meg a motor nyomatékát (áramfelvételét, melegedését), sebesség emelésében nem játszik szerepet (ne is próbálkozzunk ezzel)! A sebesség fokozására CSAK a motor tápfeszültség emelése szolgál (a max. 35V-on belül maradva)!
Motor tuningnál ne feledkezzünk meg arról, hogy egy nem stabilizált motortáp növekvő terhelésre kissé ejti a feszültségét, ezért a CNC-nk max. sebességének a meghatározásánál mindig összteher mellett (pl. mind a négy motor egyidejű forgatásánál) keressük a max. sebességeket! Ellenkező esetben az egyenként "spicre" lőtt tengelysebességek nem lesznek igazak 4D-s mozgatásnál (selejthez vezethet)!
A tuning során figyeljünk a Vezérlő melegedésére is (hosszabb üzemidőn átt ellenőrizzük) és ha szükséges, javítsunk annak szellőzésén (pl. ventillátoros rásegítéssel)! Ne feledjük, álló, vagy lassan forgó motoroknál melegszik minden a legerősebben!
A CNC tuningot mindig a gép felbontási adataival kezdjük (mm/step)
és fokozatosan, alulról emeljük a sebességeket és gyorsításokat! Ha a PC-nk
sebessége megengedi, mindig használjuk a Mach2 & 3-ban lévő
Enhanced Pulseing
opciót (stabilizált Step inpulzusok)! Sokat számit!
Mach3 esetén kapcsoljuk be a Sherline 1/2 Pulse mode-ot! Ez növeli a gép
pontosságát!
![]() CNC
gépek sebesség tuningja:
CNC
gépek sebesség tuningja:
Egy új vagy átépített gép esetén mind a Vezérlőt (H2), mind a CNC programot (Mach3) össze kell hangolni!
A Mach3 kommunikációs portjainak (bitek) összerendelése után, mindig a
mértékegységet (mm) és a számított felbontásokat kell először beállítani (minden
sebesség állítás csak ezek ismeretében történhet)! Ne felejtsük el ezeket az
adatokat mind a négy tengelynél külön-külön tároltatni (lásd a
Mach3 leírását)!
Utána meg kell keresni minden tengely maximális sebességét. A keresést alulról felfelé haladva végezzük, viszonylag lassú gyorsítások mellett. A tesztek során kézi mozgatásokkal (billentyűzetről vezérelve) hajtatjuk a tengelyeket és megfigyeljük azok mozgását. Fokozatosan emeljük a sebességeket és figyeljük mikor áll meg a motor (visít, de már nem forog).
A léptetőmotorok jó tuningjához és a rendszerünk viselkedésének a megértéséhez ismerni szükséges egy léptetőmotoros rendszer nyomaték görbéjét! Nem a számszerű értékek, hanem azok összefüggései a lényeg!

(léptetőmotorok+mechanika nyomaték görbélye)
Az ábrán látható egy CNC tengely és egy léptetőmotor + H2 CNC Vezérlő nyomatékgörbe együttes.
Jelmagyarázat:
- "Mechanikai fékező nyomaték" = a tengely fékező ellenállása a sebesség függvényében,
- "Megindítás" = a mechanika megmozdításához szükséges minimális nyomaték,
- "Léptetőmotor nyomatéka" = motor + vezérlő együttes eredő nyomatéka,
- "Chopper tartomány" = a motor a vezérlő konstans nyomatékon képes tartani,
- "DC tartomány" = a motor szinkronmotorként, egyre eső nyomatékkal üzemel,
- "Max. sebesség" = a terhelő és a hajtó nyomaték metszése, ez az elérhető legnagyobb gépi sebesség,
- "Billenési pont" = helyét a motortáp feszültsége határozza meg. A tuningtényező mértékében tolható (emelhető) a sebesség tengelye mentén,
- "Max. start sebesség" - gyorsítás nélkül (impulzus szerűen) felette nem üzemel a motor.
Az ábrából leolvasható, hogy rendkívül fontos a gyorsítás
használata, mivel a görbe vissza hanyatló és csak szűk sebesség tartományban
képes gyorsítások nélkül, egyből felvenni a fordulatot! Megfelelő gyorsítások
használatával a teljes görbe kihasználható.
Ne feledjük, hogy minden egyenetlen motorjárás (lásd a
KCam4-et), megfelel egy pillanatnyi
Stop-Start -nak, az-az gyorsítás nélküli indításnak! E miatt a KCam4-el a
léptetőmotorok csak a 0-Max.start sebességig használhatóak ki! Ugyan ez a
helyzet, ha a Mach3-ban maximumra vesszük a gyorsítást (Acceleration)!
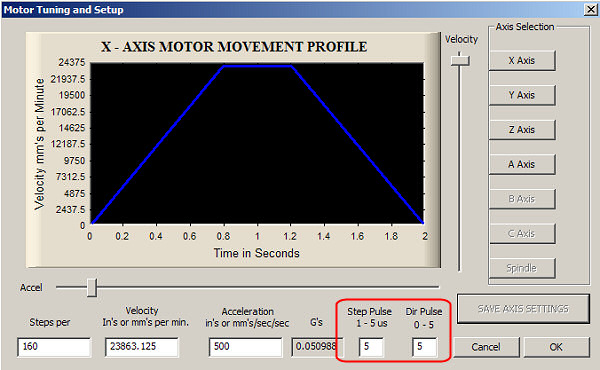
(Mach3 motor tuning ablaka)
A habvágósok nem használhatnak lassú gyorsításokat (a technológia miatt), de nekik is muszáj minimális gyorsítást alkalmazni, ha a motorokat ki akarják használni!
A PC által szolgáltatott Step impulzusok pontos időzítései felelnek az egyenletes motorjárásért. A Mach2 és a Mach3 ezt az alaplapi időzítők segítségével, a CPU generálja , ami nagyfokú stabilitást jelent (ellentétben a tiszta szoftveres időzítésekkel szemben, mint pl. a KCam4). Mivel a CPU-n keresztül generálódik a Step jel, annak terheltsége befolyásolhatja egyenletességét. Lehetőleg CNC mozgatások közben ne futtassunk megterhelő külső programokat! Viszont az "Enhanced Pulsening" bekapcsolásával, némi plusz CPU terheltség fejében, tovább növelhető a Step jel pontossága (érdemes bekapcsolni)! A kellő tuning eléréséhez biztosítani kell a gyártók által meghatározott minimális CPU sebességet (mivel maga a Mach3 is egyéb feladatokat ró a CPU-ra)! Maga az alap Windows is futtat a háttérben sok mindent, ezért érdemes ezekre is figyelni (a http://www.machsupport.com/artsoft/support/support.htm web helyen találunk erre optimalizálási ötleteket)!
A nyomaték görbéről leolvasható, hogy egy normálisan méretezett motor esetén a maximálisan elérhető sebesség mindig a DC tartományba esik. Akkor van kihasználva a motorunk, ha a terhelő nyomaték miatti leállás nem sokkal van az üresen futtatott motor blokkolása előtt (ha 75% feletti, az már nagyon jó).
Fontos azzal is tisztában lenni, hogy a DC tartományban (hiába esik már a nyomaték), nincs lépésvesztés! A léptetőmotor ha kiesne a szinkronból, a visszahajló nyomatéka miatt azonnal blokkolna! Ez látványos és azonnal észlelhető. Ezt a pontot kell megkeresni a tuning során (blokkolás)! Majd a Mach3 adott tengelyét e pont alá kell állítani kicsivel (ahol még stabilan forgatja a motor)!
Fontos, hogy utána ezen a sebességen a teljes mozgási tartományt
végig ellenőrizzük (nehogy valahol kicsit jobban szoruljon a mechanika és akkor
már ott blokkoljon)!
Ha minden tengelyt így megmértünk és beállítottunk, utána újra ellenőrizzük az
egyes tengelyeket, de most már úgy, hogy a mozgatásokat minden tengelyen
egyszerre végeztessük! Erre a stabilizálatlan motortáp feszültség esése miatt
van szükség (ilyenkor a nagyobb teher miatt a motorok kicsit kisebb
feszültségről üzemelnek)! Ha szükséges, csökkentsünk a sebességekből!
Ez a beállított maximális sebesség az adott tengely utazó sebessége,
megmunkálásra (a lézer és plazma kivételével) nem alkalmas (hisz erre még
rárakódik a marás fékező ereje is)! Általában ezen a sebességeken már nem
végzünk megmunkálásokat (túl gyors), ezért kiváló lesz gyorsmozgásokra
(pozícionálásokra)!
Mach szoftverek esetén a kézi gyorsmozgásokat a SHIFT+nyilak, SHIFT+Page Up/Down illetve SHIFT+Insert/Delete gombokkal lehet elvégezni.
