Profi1 CNC
Vezérlő szervíz
Az itt leírtak értelemszerűen érvényesek mind a 3D, mind a 2D
vezérlőkre!
Módosítva: 2006.10.14.
Maghajtó fokozat (FET-ek) ellenőrzése:


(SMD LED Scope)
LED Scope-pal látványosan, gyorsan és pontosan ellenőrizhető a teljesítményfokozat FET-jei. 4 db. LED és 4 db. ellenállás segítségével láthatóvá tehető a gerjesztési állapotok (T1, T2+T3).

(LED Scope jelzései hibátlan FET-ekkel)
A LED-ek fényerejéből látszik a teljes (T1) és részleges
(T2+T3 PWM) gerjesztési állapotok.
Kapcsolási rajza: Ledscope.pdf (13 kB, pdf).
A megépített kapcsolást be kell kötni a motorok helyére és a vezérlőt lassú (1
lépés/másodperc) sebességgel hajtatni kell egy CNC vezérlő szoftverrel (pl:
Mach2, Hobby
CNC PWM Manager, stb.).
Hibátlan FET-ek esetén a fenti animációnak megfelelően (az irány nem számit)
kell működnie (teljes fényerő T1, csökkentett fényerő a T2+T3 PWM állapotokat
jelenti).
Ha ettől eltérő állapotokat is felfedeznénk (pl. beragadt teljes fényerejű LED
zárlatot, egy vagy több sötét állapot FET, ellenállás vagy NYÁK szakadást
esetleg PIC hibát jelent).
 Folyamatosan
világító LED = beragadt fázis. A hozzátartozó FET-et cserélni kell!
Folyamatosan
világító LED = beragadt fázis. A hozzátartozó FET-et cserélni kell!
 Egy
vagy több sötét állapot = FET vezérlési hiba. Ellenőrizni kell a hozzátartozó
FET+vezérlő ellenállás állapotát, esetleg a NYÁK folytonosságokat!
Egy
vagy több sötét állapot = FET vezérlési hiba. Ellenőrizni kell a hozzátartozó
FET+vezérlő ellenállás állapotát, esetleg a NYÁK folytonosságokat!
Lehetőség van még a FET-ek ellenőrzésére
PC-Link üzemmódban is!
![]()
PC-Link üzemmódban közvetlenül lehet az egyes FET-eket be is kikapcsoltatni amiket szintén a LED-eken látható módon ellenőrizhető!
Egy gyorsteszt a FET-ek állapotáról:
Ha a Vezérlőt beléptetjük PC-Link üzemmódba, kikapcsolja a PWM gerjesztést és minden FET-et leállít. Ha ilyenkor kézzel megforgatjuk a motorokat, úgy kell forogniuk mint kikapcsolt állapotban (könnyen), ha nem így van (erősen fog), akkor annál a motornál valamelyik FET át van ütve. Ilyenkor jöhet a LED Scope!
Vezérlő módosítások:

PCB V3.2 alkalmassá tétele PC-Link kezelésére!

![]()
PCB V4.1 átalakítása PCB V4.1B-vé (Mach2
& Mach3
kompatibilitás)! UPDATE!![]()
Egyenlőtlen motorjárás:
Alacsony fordulatszámon a motorok ide-oda ugrálnak, nagyobb fordulatszámon stabilan futnak. Mi lehet a baj?
Kicsi a pozícióban tartó erő. Növelni kell a fékezőnyomatékot (T2+T3) legalább 50%-ra (Hobby CNC PWM Manager-rel). A legegyszerűbb ha T3 idején emelünk úgy, hogy a kitöltési tényező kb. 50% legyen.
Vagy ha a motorokat emeltfeszültségről járatjuk (Utáp>Umotor), csökkenteni kell a T1 értékét. Ha a motorok vasmagja telítésbe megy (elsősorban alacsony fordulatszámon jelentkezik), az erővonalak kilépnek a pólusok vasából és ez a szomszédos pólusokban torzulást okozhat. Ilyenkor hajlamossá válhat a motor rángatózásokra, össze vissza ugrálásokra. T1 fokozatos csökkentésével meg kell keresni a simajárás pontját. A tesztelésekre kiválóan alkalmas a Mach2 programozható gyorsítású és sima motorvezérlése.
Részletesebb információkat, lásd a Motor tuning leírásban!
Jol beállított motor járása. (wmv video, 594 kB)
Első bekapcsolás alkalmával magasan visító, álló motorok:
A nem tesztelt Vezérlők első bekapcsolásakor (pl. kitt) előfordulhat, hogy a
motorok (az X) magasan visít és nem forog, holott a fázisok jól vannak bekötve
(pl. érintgetéses módszerrel lettek megkeresve). A végállások még nincsenek
felvéve.
Éppen most akarná felvenni a Vezérlő a végállás adatokat, de a TF értéke az
adott motor+mechanikának túl kicsi és a motor nem bír elindulni. Mint ismert a
TF értékével veszi fel a Vezérlő a végállás adatokat (ez egyben a kezdeti
túlhajtás jelzés értéke is).
Ilyenkor kézzel nyomjuk meg sorba az XV1, YV1 és ZV1 végállásokat (kézzel adjuk
meg a motor helyett az irányokat, nem baj ha még ezek most nem a helyes
irányok)! Majd beléptetve a Vezérlőt PC-Link módba növeljük meg TF értékét (az
alap beállítás letölthető innét is). Utána
vetessük fel újra a már helyes végállásokat a Vezérlővel (nyomógomb+Power ON).
Error
LED
(impulzus zavar jelzés)
E LED jelzés jelentése:
Rossz jelalakú, vagy túl gyors Step impulzusok (max. feldolgozási sebesség: 13000 Step/sec szimultán a 3 tengelyen). Tipikusan akkor fordul elő mikor zavaró tűimpulzusok keletkeznek a Step vezetéken, esetleg a digitális tápon. A PIC nem képes feldolgozni a Step jelet.
KCam4-nél és egyéb szoftveres időzítőknél ez előfordulhat (a
Windows többszálú feldolgozása miatt a szoftveres időzítések Step jelalakja néha
csonkolt ill. töredezett), ezeket a hibákat (amiket a vezérlő szoftver okoz) a
PIC Firmware-ja lekezeli, hibát a kész termékben nem okoz (belső, digitális, 3
pontú szűrők segítségével). Mach2 hardveres időzítései révén, ilyen hibajelzés
nem léphet fel (soha)!
Ha Mach2 alkalmazása mellett lép fel e jelzés, a következők okozhatják:
- Zavaró forrás a közelben. Ez lehet egy szikrázó motor (pl. marómotor, elszívó, stb.), hegesztőgép, mobiltelefon, stb. Ilyenkor meg kell keresni és megszüntetni a jelforrást. A zavarás jöhet rádiófrekvencián (pl. szikra, mobiltelefon), vagy a 230V-os hálózaton keresztül, átmenve a tápegység szűrésén is.
- Túl hosszú, vagy rossz minőségű LPT (nyomtató) kábel. Ajánlott max. hossz 3m. Megoldás: kábel rövidítés/cseréje/árnyékolása.
- Zavaró szoftverek jelenléte a vezérlő PC-n. megoldás: tiszta Windows XP telepítése után, önállóan futó Mach2 használata (zavaró program kiszűrése, pl. vírusirtók, driverek, stb.).
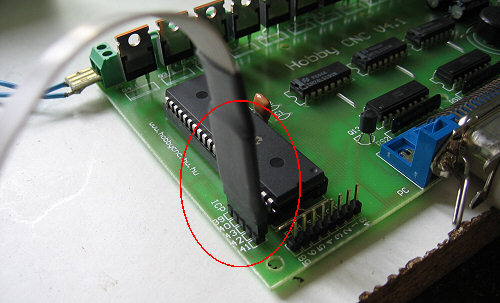
74LS191
Azoknak akik maguk szerzik be az alkatrészeket!
Nem minden gyártmányú számláló IC (74LS191) vált be maradéktalanul. A gyártók nem egyforma technológiával és belső kialakítással gyártják ezt a fajta IC-t, ezért lényeges zavarvédettségi (gerjedési hajlam) különbségek adódtak már. A nagyszámban legyártott és tesztelt Vezérlőkből már kimutathatóak mely típusúakat kell kerülni és mely típusok bizonyítottak már!
| Bevált típus | Rossz típus |
|
|
|
|
|
|
Alkatrész beszerzéseknél oda kell figyelni! Az egységcsomagban és a készre szerelt vezérlőkben mindig tesztelt (bevált) számlálók találhatóak!
Végállás bemenetek
(Kezdők hibái)
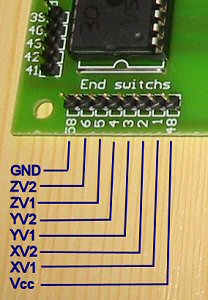
A kezdők által elkövetett hibák közül első helyen áll, a PIC kiütése kívülről, a végállás bemenetek felöl. Ha a bemenetre idegen feszültség (pl. Motor +) kerül egy pillanatra is, az a PIC azonnali meghibásodását okozza! Ez általában az un. "drótos" kísérletezés alkalmával, vagy egy elkötés, esetleg zárlat következtében szokott előfordulni. Ez a bemenet fokozott figyelmet igényel!
A meghibásodott PIC igen változatos tüneteket szokott produkálni. Van amikor nem hajlandó csak egyik irányba forgatni a motort (hisz a zárlatos végállás bemenet miatt azt hiszi, hogy az egyik végállás nyomva van), volt olyan, hogy a PIC enyhén melegedett (!!!) és egy idő után (néhány perc) megbolondult teljesen (normálisan a PIC SOSEM melegszik!), de volt olyan is, hogy teljesen meghalt tőle.
Ha ilyen gyanú merül fel, méréssel könnyen megállapítható a hiba!
Kikapcsolt Vezérlő mellett egy Ohm mérővel (ellenállás mérővel) meg kell mérni az összes végállás bemenet (XV1 ... ZV2) és a GND között az ellenállásokat.
Jó bemenet esetén a műszer polaritásától függően kb. 7~10 MOhm vagy 20~26 MOhm körül kell lennie egy végállás bemenet és a GND között,,
rossz (átütött) bemenet esetén 0~500 Ohm körül van.
Az átütött bemenetű PIC-et csak cserélni lehet!
![]() Motortuning
adatok kiolvasása
Motortuning
adatok kiolvasása![]()
![]() (hozzáférés
a tárolt adatokhoz)
(hozzáférés
a tárolt adatokhoz)![]()
A Vezérlőből adatokat csak az ICP csatlakozón keresztül lehet kiolvasni. Megfelelően csatlakoztatott ICP adatkábellel (39-es az ICP 1-es lába) és az IC-Prog. programozó szoftverrel lehet kiolvasni a mikrokontroller tartalmát (a programtároló védett, értéke 0000-lesz). A kiolvasás alatt a Vezérlőt be kell kapcsolni!
(csatlakoztatott ICP adatkábel)

(tárolt adatok és azonosítók)
A kontroller adatterülete (Eeprom Data) tartalmazza az összes
motortuning adatot és egyéb belső információkat (hexadecimális formában).
Felépítése a következő:
0000: Vezérlő Status regisztere (irány+végállás adatokat tartalmazza, az automatikus felderítés eredménye)
0001: XT1 értéke (X motor gerjesztési értéke)
0002: XTF értéke (X motor túlhajtési jelzés értéke, motortuning eredménye)*
0003: XT2 értéke (X motor PWM szünet idő)
0004: XT3 értéke (X motor PWM gerjesztési idő)
0005: YT1 értéke (Y motor gerjesztési értéke)
0006: YTF értéke (Y motor túlhajtési jelzés értéke, motortuning eredménye)*
0007: YT2 értéke (Y motor PWM szünet idő)
0008: YT3 értéke (Y motor PWM gerjesztési idő)
0009: ZT1 értéke (Z motor gerjesztési értéke)
000A: ZTF értéke (Z motor túlhajtési jelzés értéke, motortuning eredménye)*
000B: ZT2 értéke (Z motor PWM szünet idő)
000C: ZT3 értéke (Z motor PWM gerjesztési idő)
000D: Diagnózis kód
000E: Motortuningút Hi. byte
000F: Motortuningút Lo. byte
0010: Motortuning lépéshiba tűrés értéke
0011- : Firmware azonosító (típus, verzió, forrás)
0001 - 000C -ig kiolvasott értékek megfelelnek a PWM Managerben beállított értékeknek (fekete mező).
* Automatikus motortunig után, itt jeleneik meg a Vezérlő által mért sebesség értékek. Innét visszaírva a PWM Managerbe (TF mezőkbe, decimális formába), megnézhető a Vezérlő által mért maximális sebesség értékek ami még lépésvesztés nélkül (gyorsítás nélküli irányváltással) végezhető, az adott motor+mechanikával!
Figyelem!
A kontroller (PIC) programozását NE
próbáljuk meg, mert a Firmware kiüthető (törlés
veszély)!!!
Csak olvasása megengedett!!!
A Firmware sérülése azonnali garanciavesztést eredményez!!!