(PID paraméterek beállítása és finomhangolása)
![]() Profi2Q Motor Tuning
Profi2Q Motor Tuning![]()
(PID paraméterek beállítása és finomhangolása)
Módosítva: 2009. február 03. kedd
| Tartalom: |
| Elmélet |
| PID hangolása |
| Servo Frekvencia Generátor |
A szervo vezérlések működése teljes mértékben különböznek a léptetőmotoros vezérlésektől, ezért "motor tuning" eljárás alkalmazása szüksége! Maga a szabályzás elvei és a lezajlódó folyamatok összetettek, ezért itt csak tömören érdemes vele foglakozni (felhasználói szinten).
Encoder illesztés:
A DC motoroknak nincsen előre meghatározott léptetési pozíciójuk mint a
léptetőmotoroknak, ezt a funkciót teljesen a vezérlés valósítja meg, a motorra
szerelt encoder segítségével. Ez folyamatos és dinamikus (kimozdítása esetén
vissza fog állni) pozícióban tartást jelent.
A motor felbontását alapvetően az encoder felbontsa határozza meg. Ezt a
vezérlés bizonyos mértékben fölfele és lefele is módosíthatja.
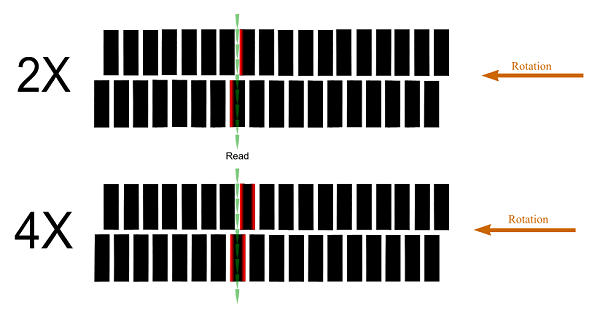
A Vezérlő az Encoder kétféle üzemmódban tudja használni:
- 2×-es (duplázó) üzemmódban az encoder alapfelbontását (vonalainak számát) megduplázva,
- 4×-es (négyszerező) üzemmódban az encoder alapfelbontását meg négyszerezve használva.
(Encoder élkezelések)
Javasolt a 4×-ező mód, a pontosabb pozíció követés érdekében! Nagyon nagy Encoder alapfelbontás (>2000) esetén a 2×-es mód a javasolt.
Ezenkívül a Vezérlő képes a Step jel többszörözésére is (Step multiplier regiszterén keresztül, 1 - 10)!
Erre a CNC szoftverek alkalmazása esetén lehet szükség, mivel a szoftverek (általában az LPT porton keresztül) korlátozott frekvenciájú Step jel kiadására képesek! Nagy felbontású Encoderek esetén ez túl alacsony max. fordulatszámot eredményezne.
Az elérhető maximális fordulatszám a következő képlettel számítható:
fmax.=((FKerner×Step multiplier)/(Efelbontás×Eüzemmód ))×60 [fordulat/perc]
fmac.=elérhető maximális motor fordulatszám [1/min],
FKerner= a CNC szoftver maximális léptetési frekvenciája [Hz],
Step multiplier= a Profi2Q Step szorzó belső regiszter értéke,
Efelbontás= az encoder alapfelbontása [vonalainak száma, CPR],
Eüzemmód= a Profi2Q Encoder mode belső regiszter értéke [2 vagy 4],
×60 = percre átszámítás
Fontos:
Mivel az egész rendszer visszacsatolása teljes mértékben az encoderen keresztül
történik, annak felbontása minden egyéb dinamikai jellemzőkre (lemaradás,
lengési hajlam, stb.) is kihatással van! Alkalmazzuk a lehető legnagyobb
felbontásokat a minél finomabb és precízebb hajtásminőség eléréséhez!
![]()
Pozícióhű követés, lengések, PID:
Egy Step/Dir rendszerben mivel a vezérlés előre nem tudja hova kell mennie,
bizonyos időkéséssel követi a kiadott mozgási utasításokat. Ez egyenletes
mozgások esetén rendkívül kicsi és így elhanyagolható. Durva sebességváltozások
esetén (pl irányváltásokkor) ez már tetemesebb. Ez a késés a mechanikai
tehetetlenségekből (lendületekből) és motor+elektronika reakcióidejéből adódik.

(erősen stilizált mozgási pálya)
A fenti ábrán egy erősen stilizált mozgási pálya eltérést ábrázol. A piros szaggatott vonal képviseli a kívánt mozgási görbét (gyorsítások és lassítások nélküli irányváltásokkal), a kék vonal a tényleges mechanikai utat ábrázolja. Látható, hogy a sebességek változása környékén a szabályzás csak bizonyos lengésekkel és eltérésekkel képes követni. Ennek a problémának lekezelésére született az u.n. PID szabályzási eljárás, melyet teljes egészében tartalmaz a Vezérlő!
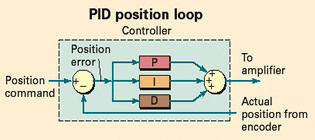
PID:
A PID szabályzás próbálja a kívánt pályán tartani a mechanikát. Ez három fő
komponens eredőjéből számított motorgerjesztés révén valósul meg. E
három komponens nevéből származik a PID rövidítés.
P = Proportional (arányos tag);
I = Integral (hibaösszegző tag);
D = Derival (gyors változások sebességére reagáló tag).
P = arányos tag:
A kért és a tényleges pozíció eltéréssel arányosan emeli a motor gerjesztését
(előjel helyesen). Mértéke a motor dinamikáját befolyásolja (milyen erővel
reagáljon a növekvő hibákra).
I = hibaösszegző. Ha pici hiba maradt a pozícióban, akkor idővel ezeket összeadva, felerősíti, és a motort berántja a pontos (kért) pozícióba. Pici hibák megszüntetésére szolgál. Reakciója viszonylag lassú.
D = gyors reakciójú tag. Gyors, ugrásszerű változásokra adott hirtelen reakció, extra dinamikájú gerjesztés. A változás sebességével arányosan növeli, vagy csökkenti a gerjesztést, ezzel fokozva a motor reakcióját illetve lengés csillapítását (negatív reakciót). Elsősorban a rendszer lengés csillapításáért (stabilitásáért) fele. Csak változó sebességeknél működik és a változások sebességével arányos.
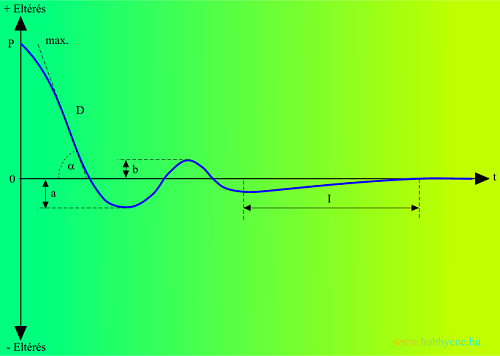
(PID szabályzás, tranziens görbe)
A fenti görbe egy gyors (ugrásszerű) pozícióváltozást igénylő pályára adott mechanikai válaszgörbét ábrázol (mechanikai beállást). A fenti állapot egy nagysebességgel közeledő motort mutat a 0-pontba zuhanva, majd a mechanika lengésekkel megáll és végül beáll a 0-lára. Megfigyelhető a PID szabályzó egyes beavatkozásai.
P adja az alapgerjesztést mely az eltérés mértékével arányosan nő (alapnyomatékot a motornak). D adja a beesés max. szögét (csillapítását), mely a lengés csillapításért felel. Minél nagyobb a szög (kisebb a D tag hatása), annál több és nagyobb túllövés (a+b) mérhető, és annál tovább tart a rendszer megnyugvása. I tag felel a maradék pozíció hiba kijavításáért (idővel felerősítve azokat annyira, hogy a motort behúzza a kért pozícióba). Nagy jelentőséggel bír a pályahű mozgatás megvalósításában!
A PID tagok hatásai:
- P tag: emelésével fokozódik a motor pálya hű mozgatása, nő a motor nyomatéka.
- Kevés P tag : nagy pozíció eltérési hibák, lomha reagálások, gyenge motor.
- Sok P tag: túlreagáló, lengő rendszer (oszcilláció), rángatózó motor, irányváltások után lengési hajlam.- I tag emelésével szigorodik a pozíciókövetés, keményebben tartja a 0 hibaszintet. Követési hiba esetén gyorsabban és erősebben akar pozícióba állni.
- Kevés I tag: maradék hiba nem szűnik meg (nem pálya hű követés, irányválások után maradékhiba kialakulása és fennmaradása).
- Sok I tag: belengő, oszcilláló mechanika (túlkompenzálás), vadul rángatózó, lengő motor. Nem szűnő, erősödő vad oszcilláció.- D tag emelésével a gyorsítások dinamikusabbak lesznek, a lassítások jobban csillapítva történnek. Növekszik a rendszer stabilitása (lengés csillapítás), viszont a reakció idők is megnőnek.
- Kevés D tag: oszcilláló (lengő) rendszer, lassan vagy egyáltalán nem csillapodó lengések az irányváltások után.
- Sok D tag: túlfékezett (csillapított), merev motorhajtás (erős melegedés a motorban és lomha reagálás, morgó motorhangok).
Motor beszabályozásánál mindhárom tagot kell együttesen szabályozni. A három tag együttese határozza meg a szabályzás jóságát, ezért lehet több ponton (összállásban is) jó beszabályzást találni!
![]()
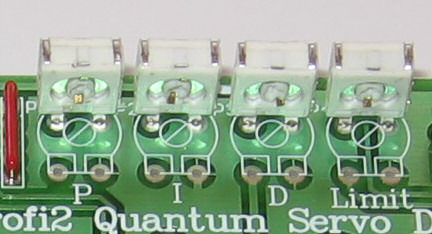
(PID trimmerek)
Mivel a jelenségek szabad szemmel nehezen, vagy egyáltalán nem
követhetőek, ezért a szabályzó precíz behangolásához használni kell (legalább is
erősen ajánlott) a
belső Monitort, melyről részletesen a
Profi2Q Monitor leírás alatt olvashat!
![]() Megismerése feltétlenül szükséges, ezért előtte kérem olvassa át alaposan!!!
Megismerése feltétlenül szükséges, ezért előtte kérem olvassa át alaposan!!!
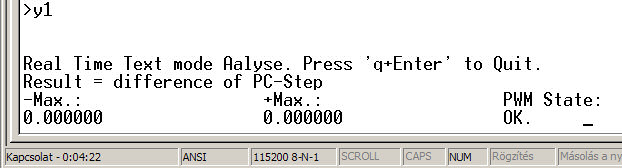
(hibaszint monitor)
A PID szabályzót mindig teljes mechanikával együtt kell beszabályozni (annak fékező ellenállásával és tömegével), lehetőleg a használni kívánt (pl. Mach3) CNC vezérlőprogrammal működtetve (az ott beállított sebességekkel és gyorsulásokkal)! A monitort és a Mach3-mat egyszerre futtatva, tengelyenként haladva kell végezni a beállítást.
A Mach3 CNC vezérlő program alapismerete szükséges a hangoláshoz! Információt a Mach3 leírásánál talál!
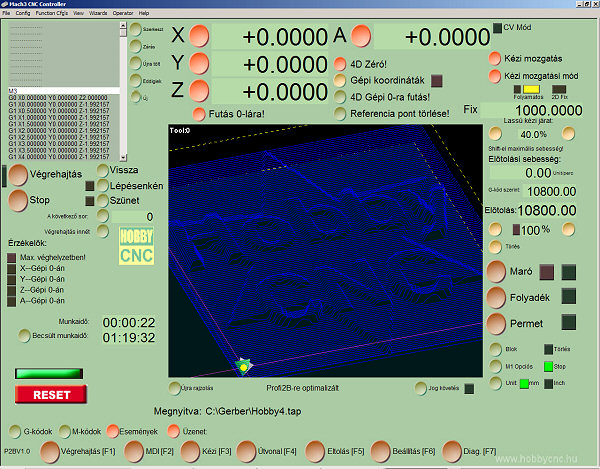
(Profi2B felület Mach3-nál)
Hangolás előtt a Mach3-mat a Profi2B kártára kell konfigurálni, valamint a CNC gép alapfelbontásait és sebesség/gyorsulásait be kell állítani!
A hangolás alatt a mechanika oda-vissza mozgásokat fog végezni,
és e mozgásokat mérve (Monitorral) történik a hangolás. Cél az, hogy a mechanika
minél kisebb hibával kövesse a PC által megkívánt mozgási pályát!
A mozgási pályát egy egyszerű G-kód programocska fogja végezni, amit majd a
Mach3-ba kell betölteni és különböző sebességekkel és gyorsulásokkal
kell végrehajtatni.
Mozgást generáló kisprogram (G-kód):
G90G80G49
F2000
G1 X0.0000 Y0.0000 Z0.0000 A0.0000
M98 P1234 L50
G1 X0.0000 Y0.0000 Z0.0000 A0.0000
M5M30
O1234
G1 X0.0000 Y0.0000 Z0.0000 A0.0000
G1 X700.0000 Y00.0000 Z0.0000 A0.0000
M99
![]() Alternatív
frekvencia generálási lehetőség, az új Profi2B V1.2-es
felület alól!
Alternatív
frekvencia generálási lehetőség, az új Profi2B V1.2-es
felület alól!
A program F sorában (itt F2000) meghatározott sebességgel (itt 2000 mm/perc) elmozgatja a meghatározott tengelyt (itt az X-et) 50×, 0 és 700 mm között, oda-vissza (ciklikus, subrutin hívásokat hajt végre). A világossal jelzett sorokat a teszt folyamán, időnként szerkeszteni szükséges. Az F sort (itt F2000) ha a sebességet szeretnénk fokozni (mm/percben), a G1 X700.0000 ... sort pedig ha a többi tengelyt szeretnénk mozgatni (pl. a Z-re így néz ki: G1 X00.0000 Y00.0000 Z700.0000 A0.0000 )! Ha az elmozdulás mértéke (itt 700mm) nem megfelelő, ezt bármire át lehet írni (mm-ben értendő)!
A szerkesztéséhez a Mach3 Profi2B felülete kínál lehetőséget (a Windows Jegyzettömb-jén keresztül).
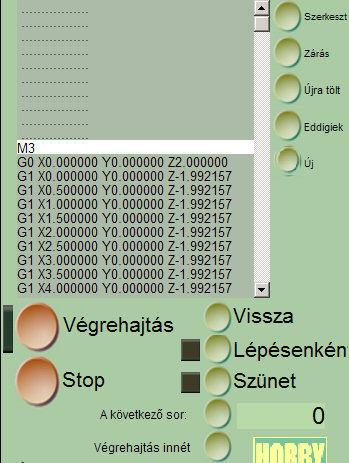
(A Mach3 Szerkeszt gombja szolgál a G-kód
módosításához)
Hangolás menete (Vezérlőnként):
Fontos!
Tesztelés előtt győződjünk meg az encoder helyes bekötése felöl! Fordított (A és
B csatorna) bekötése esetén a Vezérlő elszalad egyik irányba teljes sebességgel!
Ezt úgy ellenőrizhetjük, hogy szét kuplunggólt motornál, ha bekapcsoljuk és
megpróbáljuk kimozdítani a tengelyét, nem szabad elszaladnia! Fordított bekötés
esetén a motor két végét cseréljük meg!
1. Állítsuk be a belső regisztereket (Encoder mode és a Step multiplier)! Ez egyben meghatározza az elérhető felbontás mértékét, amit a Mach3-ba be kell állítani (lásd fenti képletet), az adott tengelyre vonatkoztatva! Az Encoder mode megváltoztatása esetén a Vezérlőt újra kell indítani!
2. Be kell állítani a motor megengedett maximális csúcsáramához az áramkorlátot (Limit trimer). A trimert az óramutató járásával ellentétes irányba forgatva csökkentjük (véghelyzetében 0.1A), megegyező irányba növeljük (véghelyzetében 26A) a csúcsáram korlátozás mértéke. Meg kell becsülni a motorunk csúcsáramának helyét és a trimert oda kell állítani!
(trimerek)3. A hangolás idejére egyenlőre ne kössük össze a védelmi kioldást (F vezetéket) a Profi2B kártyával (felesleges leoldásokat ne generáljon még most)!
4. Be kell állítani a Mach3-ason a tengelyek felbontását, sebességét (egyenlőre min. 15000 mm/perc legyen) és a gyorsulásokat (egyenlőre 100 mm/s2 legyen)! A gyorsulást és esetleg a max. sebességet a teszt folyamán még változtatni szükséges lesz!
5. Be kell tölteni a G-kódot a Mach3-ba és a szerkesztésével be kell állítani az elmozdulást a tesztelni kívánt tengelyre (ha pl. Y-ont akarjuk tesztelni, akkor az Y koordináta mutasson 700.0000-ra, a többi 00.0000 legyen)!
6. Állítsuk minimumra a három PID trimert! Majd a P és a D trimerét emeljük fel kb. 1/3-ad állásba!
7. A gép minden tengelyét állítsuk középállásba és győződjünk meg róla, hogy innét van bőségesen 700 mm mindkét irányba (ha nincs, akkor a teszt G-kódban vegyük lejjebb az elmozdulás mértékét)!
8. Indítsuk el a programokat és a tesztet! Figyeljük meg a mozgást és ha vad lengésbe kezdene a rendszer, csökkentsük a P tagot!
9. A Monitor programmal mérjük folyamatos módban a lemaradásokat és a P tag szabályzásával állítsunk be 0 - 20 Step közötti késést (az egyenletes szakaszban mérve)!
10. Ha nagyon beleng az irányváltásokkor, akkor emeljünk addig a D tagon, míg nem válik kezelhetővé a folyamat (túl erős nem ideális)!
11. Az I tag finom emelésével állítsuk be a rendszert úgy, hogy az egyenletes mozgásokkor a szabályzó kb. 0 hibára kihozza a hibát (enyhe lengéssel a 0 környékén)! Csak óvatosan, mert túladagolt I tag, vad lengésbe viheti a rendszert! Ha ez bekövetkezne, kapcsoljuk ki a motort és vegyünk visszább az I tagból, majd folytassuk a hangolást!
12. Ezen a Mach beállításon egy jól behangolt Vezérlő minden ponton (irányváltásokkor is) 0 hibával (+-1 Step) dolgozik! Addig végezzük a hangolást (P-I-D állításokkal), mígnem elérjük ezt az állapotot! Ha a mechanika lüktet, szorul, üt, akkor kisé rosszabb hibával is megelégedhetünk!
13. Ellenőrizzük több sebességen is a hibát (pl. 10, 100, 500, 1000, 3000, 4000 mm/perc, stb.)! A sebesség emelésével az irányváltás pillanatában kicsit megugorhat a hiba, de ezt a Vezérlőnek gyorsan javítania kell (a P-tag esetleg az I-tag emelésével javítható). fokozódó lengés esetén emelhető a D-tag is (de ilyenkor ismét ellenőrizzük a lentebbi sebességeknél is a rendszert)!
14. Nem szabad semmiből sem túladagolni semmit! Épp ott kell megállni a trimerek emelésével, ahol a hiba épp megszűnik! Ellenkező esetben ideges, túlreagáló szabályzást fogunk kapni.
15. Ha minden ok, emelhetünk a Mach3 motorgyorsítás értékén és ellenőrizzük a váltáskor fellépő hibacsúcsokat.
16. Az a legjobb gyorsulás beállítás, ahol még képes a Vezérlő 0 környékén (max. +-3 Step) tartani a hibát fékezés és gyorsítások alatt is! Ha ezt megtaláltuk, akkor erre a gyorsulásra képes a rendszerünk! Gyorsjáratban megengedet a rövid (impulzus szerű) hibajel akár 50 Step-es értékkel is! Amennyiben a hibát az I-tag még képes kikompenzálni a lineáris szakaszban, használható ez a gyorsulás is (csak gyorsjáratban)! Általában a hibaszint beállítható +- 1 Step közötti értékre!
17. Stressz vizsgálat:
Ehhez le kell állítani a Mach3-ast és a Vezérlő Test gombját kell megnyomni! Akkor jó, ha oszcillálás nélkül ugrik és áll be a motor! Fenmaradó oszcilláció esetén vagy az I és/vagy P tagot kell csökkenteni, vagy a D tagon emelni! Ha szükséges volt az állítás, akkor a fenti sebességek ellenőrzése ismét fontossá vált!
(beállási görbe)18. Pozícióban tartási vizsgálat:
A Monitor figyelve, leállított Mach3 mellett a hibajelnek 0 (+-1) -ben kell állnia! Ezután fogjuk meg a motor tengelyét kézzel, és próbáljuk meg kimozdítani! A motornak nyomatéka erejéig vissza kell kényszerítenie a tengelyt 0 pontba! Ez szépen nyomon követhető a Monitor adatain is!19. Ha minden pontban kielégítő eredményeket mérünk, a beállítás sikeres volt.
![]()
Servo Frekvencia Generátor használata Mach3 P2BV1.2 felület alkalmazása esetén
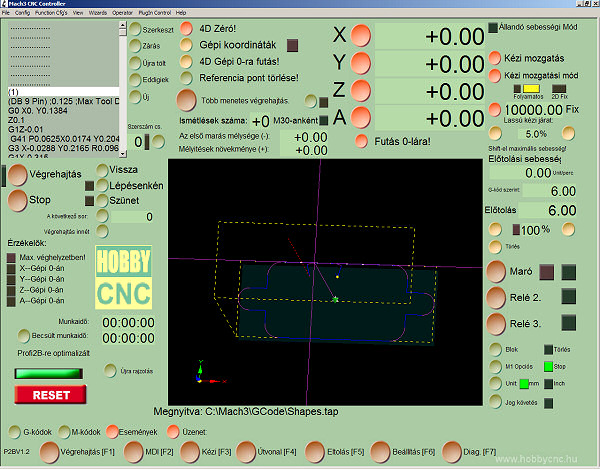
(P2BV1.2 Magyar felület)
A V1.2-es felület telepítése után a diagnosztikai menüben (Angol) lehetőség nyílik a Mach3-ba épített Servo Frekvencia Generátor (Servo Test) használatára! A beépített frekvencia generátor beállítható frekvenciával és váltási periódus idővel mozgathatja a vezérlőt (egyszerre csak 1 tengelyét). Ez a funkció helyettesítheti a fentebb ismertetett teszt G-kódot is, bár ilyenkor nincs gyorsítási szakasz (szélsőségesebb teszt).
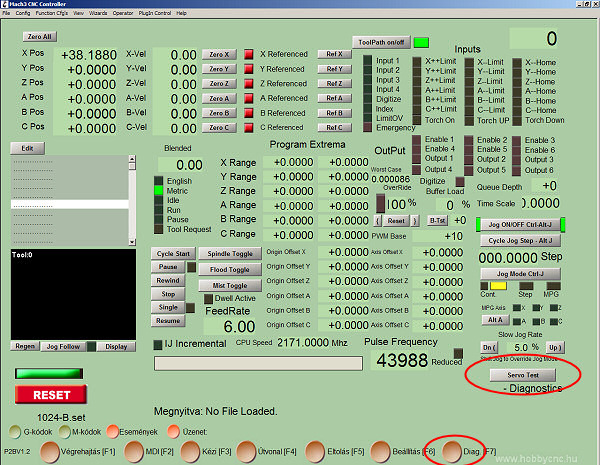
(Servo Test gomb a Diagnostic panelen)
Az új funkció (Servo Test) előhívása után egy párbeszéd ablak nyílik meg, melyet a tesztelni kívánt jelsorozatnak megfelelően kell kitölteni.
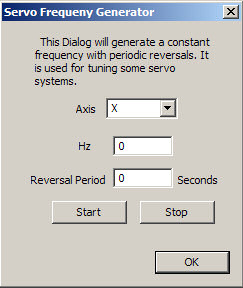
(Teszt jelsorozat párbeszéd ablak)
A generátor a paramétereknek megfelelően a tengelyt előre, majd gyorsítások nélkül azonnal hátra fogja mozgatni! A mozgatást a Start-al indíthatjuk és a Stop-pal állíthatjuk meg (az ablak bezárása is megállítja)!
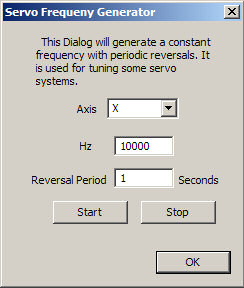
(Pl: X tengely 10kHz-es Step-jelet kap, 1s-os
irányváltásokkal)
Az Axis mezőben a mozgatni kívánt tengelyt kell kijelölni.
A Hz mezőben a kívánt Step frekvenciát kell beírni (0 - Kernel Speed [Hz]).
Reversal Period-ba az irányváltások közötti időt másodpercben (0.01-...s).
Tesztelés közben a diagnosztikai panelen leolvashatóak az elmozdulások mértékei és sebességei.
Az felület beállításokkal és azok nélkül is letölthető a Profi2B Setup menüje alól!
![]()
További tippek:
Amennyiben a G-kódban magasabb sebességet állítunk be mint a Mach3-ban megadott tengelysebesség, a program visszafogja a motort (ilyenkor a Mach3 motor tuningnál feljebb kell venni a tengely max. sebességét)!
Egy lengésbe került motort a végállás kapcsoló nem tudja
megállítani, mivel a kapcsoló a PC-n keresztül működik!
Az Stop kiépítésével a Vezérlőt minden körülmények között megállíthatjuk! A
Vezérlőt kihozni Stop-ból, csak újraindítással lehet!
Gyengébb minőségű CNC szoftverek (pl. KCam4) Step impulzusai nem elég egyenletesek. Ezek lengéseket generálhatnak a szervo mozgásokban! Ezeket ne használjuk!
Ha az irányváltásokkor fellépő lengéseket már nem tudjuk lejjebb szorítani, akkor lassabb gyorsításokat kell alkalmazni a Mach3 Motor tuning beállításainál.