(ingyenes habvágógép-vezérlő szoftver, modellezőknek, V2.1.9)
![]() JediCut
habvágó program
JediCut
habvágó program![]()
(ingyenes habvágógép-vezérlő szoftver, modellezőknek,
V2.1.9)
(Magyarított JediCut_Special)
Módosítva: 2010. február 15. hétfő
Bevezető:
Az itt röviden ismertetett program egy ingyenes (!) repülőmodellező gépek
habvágására szolgáló, 2D+2D (kúp) vezérlésre képes, motorvezérlő program.
Forródrótos habvágógépeket lehet vele működtetni bármilyen Windows alól.

(2D+2D habvágógép)

(habból készült RC műrepülőgép)
A motorok vezérléséhez egy H2 CNC Vezérlő + E2 kiegészítés szükséges. Az így felépített habvágógép egy 2+2 motoros, oldalanként külön-külön vezérelt habvágó lesz, mely képes trapéz, kúpszerű testeket kivágni (trapézolt szárnyprofilok).

(H2 PCB CNC Vezérlő + E2 Signal Generátor)
A Vezérlő illesztéséről bővebben az E2 kiegészítés leírásánál olvashat!
Javított Magyar.xml (JediCut V2.2.2-re)!
Profil gyűjtemény (rar)
Az egyik legnagyobb szárnyprofil gyűjtemény helye
(Magyar nyelvű JediCut_Special)
Rövid leírása:
Ez a leírás csak a "V2.1.9_Special build 0" JediCut-ra
vonatkozik! A program fejlődésével ezek változhatnak.
A programot nem kell telepíteni, csak egy üres mappába kicsomagolni, majd az
egyetlen exe-t elindítani. Első lépésben érdemes az alapvető beállításokat
elvégezni (nyelv váltása, eszközök ikonjának bekapcsolása, stb.).
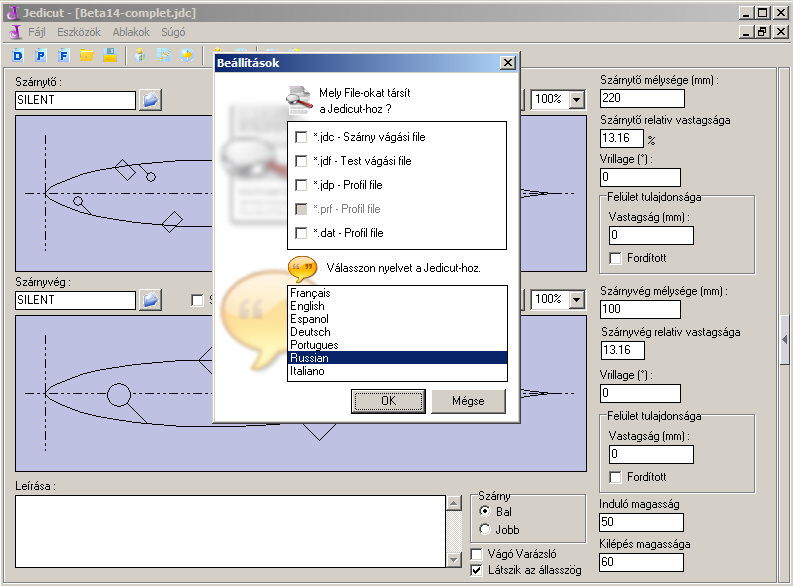
(az Orasz neyevű file-t cseréltem le Magyarra, így az
Oroszt kell kiválasztani a Magyarosításhoz!)
Ígéretek szerint a jövőbeni verziókban már a Magyar is alapból kiválasztható lesz. Az Ablakok/Eszköztár-ral kapcsolhatóak be a felső iconok.
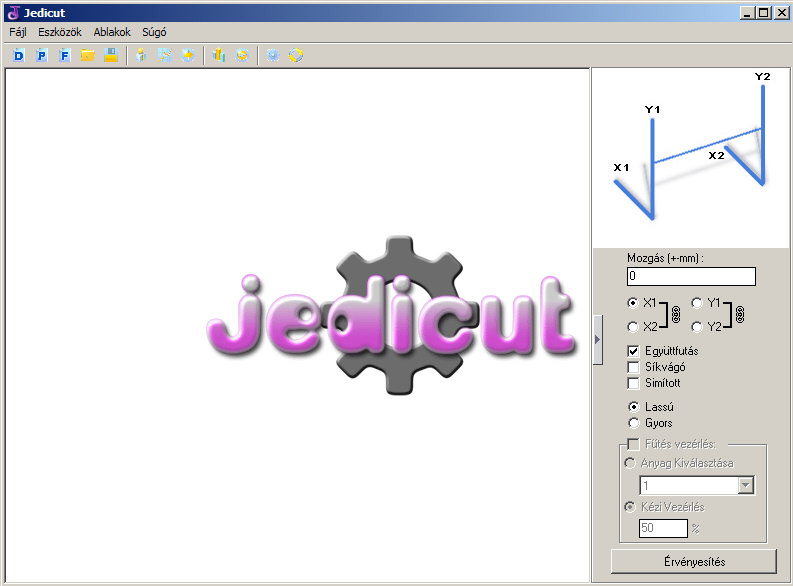
("kézi" mozgatási felület)
A jobboldali, középső nyíllal hozható elő és tüntethető el a
"kézi" mozgatási felület. Ez a felület rendkívül puritán. Csak alap mozgatásokra
van lehetőség, összesen 4 féle sebességen. Maga a mozgatás mértéke és iránya a
"Mozgás" mezőben adható meg (+- előjellel az iránya). Alatta választható ki a 4
motor közül a működtetni kívánt 1 vagy 1-1. Az "Együttfutás" kijelölésével
összefogható a koordinátákhoz tartozó motorok (pl: X1+X2). A "Síkvágó"
funkciójára még nem jöttem rá, valószínüleg lap darabolására szolgál...
A "Simított" funkció bekapcsolásával egy köztes sebesség állítódik be, mely
elvileg egy simább motorfutást kéne, hogy eredményezzen, de szerintem semmit nem
simít, csak kicsit lassabban futnak a motorok.
A "Lassú/Gyors" váltásával lehet a két beprogramozott sebesség közül választani
(lásd később). A "Fűtés vezérlés" segítségével lehet manuális fűtési PWM értéket
megadni, vagy az előre beprogramozott anyagokból választani egyet és annak
fűtési értékével vágni. Ez a PWM érték a P16-os LPT lábon jelenik meg (sajnos
nem átállítható). Jelenleg ezt a jelet az E2-es kiegészítés nem fogadja, így ez
nem használható fel. Jelenleg a fűtés szabályozása csak külső, manuális úton
oldható meg (pl. egy dimmerrel).
Mozgatási minősége sajnos messze nem éri el a Mach3 minőségét. Nincs lehetőség RAMP beállítására, így a léptetőmotorok csak a Start-Stop frekvenciájuk alatt üzemeltethetők! Emiatt csak meglehetősen lassú sebességekre használható, ami a "gyorsjáratban" is meglehetősen lassúcska tempót jelent. A külső impulzusgenerátor ellenére időnkét meg-meg torpannak a motorok, járásuk nem zökkenő mentes. Ettől függetlenül a célnak megfelel.

(JediCut mozgatási teszt videó, 22MB wmv)
A programnak 3 alapműködési felülete van, melyek egyszerre is megnyitva lehetnek (több ablakos módban).
1. Szárny szerkesztő, vágó abalak,
2. Szárny profil szerkesztő,
3. Géptörzs szerkesztő, vágó ablak
Ezenkívül vannak "Varázslók", melyek a vágását, bordák beillesztését, vágási ciklus szerkesztését segítik.
A program alapból a következő file formátumokat kezeli:
.jdc - szárny project fileok,
.jdf - géptörzs project fileok,
.jdp - szárny profil fileok,
.jdf - géptörzs profil fileok,
.dat - szárnyprofil fileok
Inportáli képes:
.dxf - általános kontúrokat (akár feliratokhoz is).
A .dxf file-okat menteni is képes a saját formátumaiba.
Beállítások:
Helye: Eszközök/Beállítások
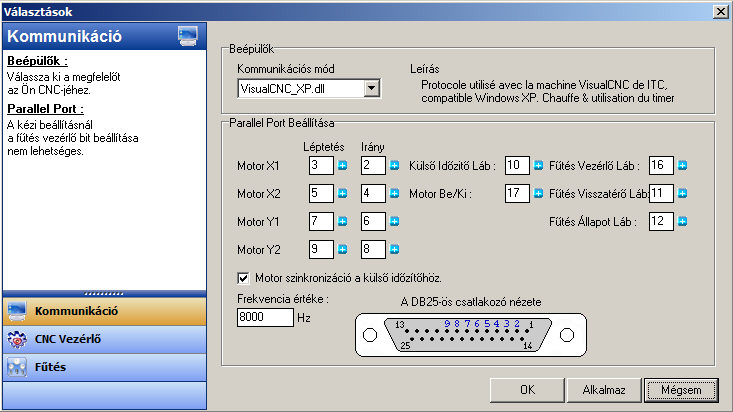
(alapvető kummunikáció beállítása)
Az ábrán látható beállítások a H2 CNC Vezérlő + E2 kiegészítés 8kHz-es módjára, Windows XP alá igazak. Sajnos a motorjeleken kívül a többi bit nem át állíthatóak, így néhány funkció nem használható ki! A H2-esre való illesztésről bővebben az E2 leírásánál olvashat.
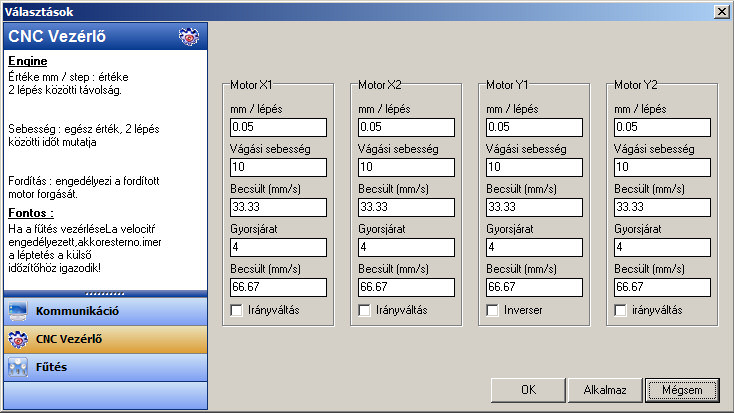
(felbontások, sebességek, irányok)
Itt adható meg a mozgások paraméterei. A mm / lépés értéke a felbontás (lépésenkénti elmozdulás). Célszerű azonos mechanikai áttételt és motorfelbontás használni minden tengelynél, de a program bizonyos mértékben megengedi az eltérő felbontásokat is (kalibrálható)!
A sebesség értékek nem a megszokott mértékegységekben van meghatározva!A külső impulzusgenerátor frekvenciájának osztója. Pl. ha a generátor 8kHz-es és a sebesség értéke 10, akkor ez 8000/10=800 Step/sec-et jelent.
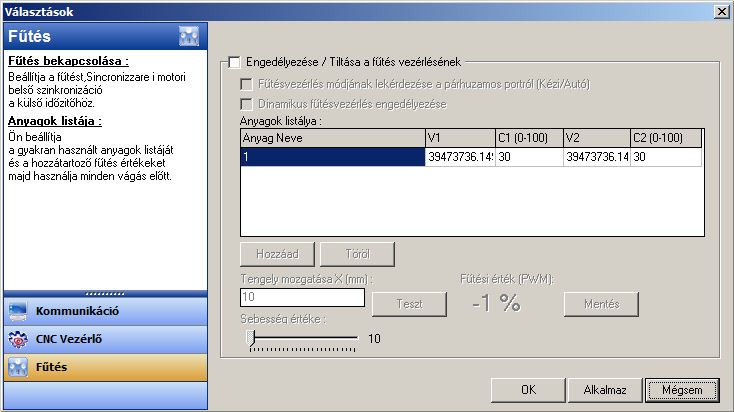
(Fűtés vezérlések)
PWM-es fűtés vezérlés. Elvileg dinamikus fűtésvezérlésre is képes (sebesség függő kompenzálásokra). Anyagok is definiálhatóak, sebesség és hozzátartozó PWM értékekkel, de a fűtési bit át nem rendezhetősége miatt nem tudom kihasználni.
Főbb üzemmódok:
Szárny vágása:
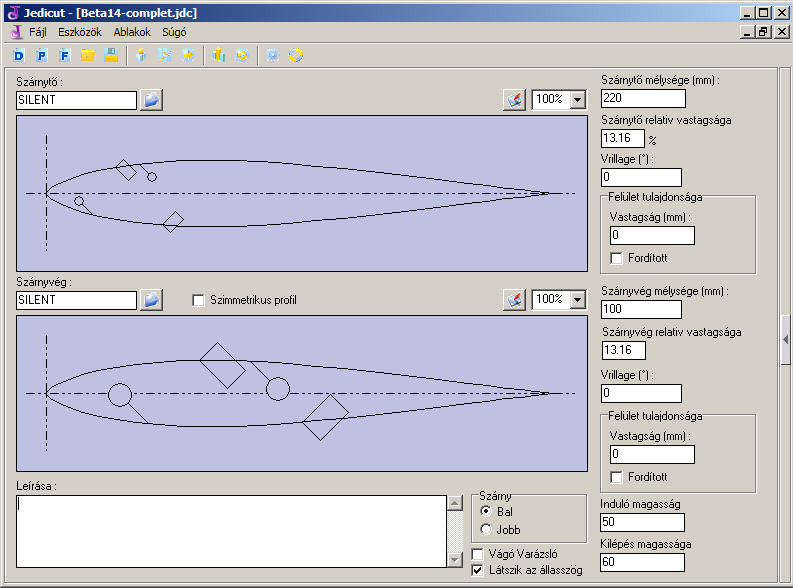
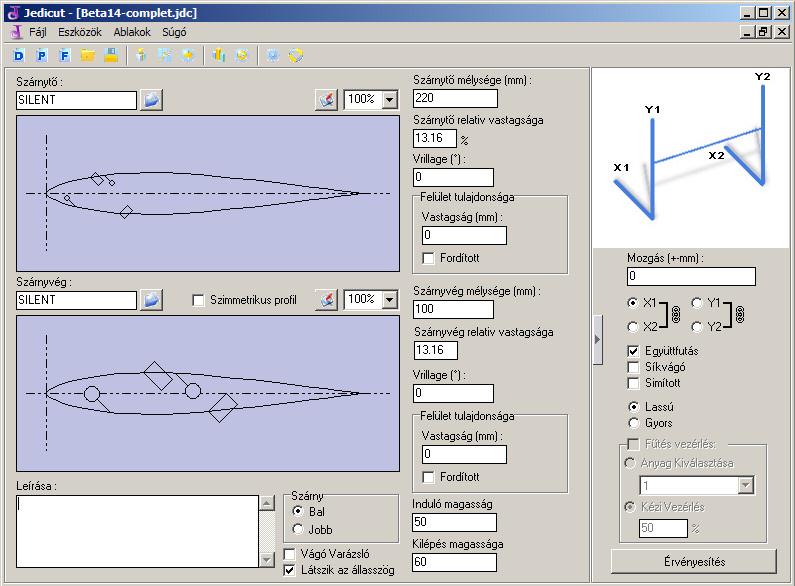
(szárny szerkesztő / vágó felület)
Két fő részre oszlok:
- Szárnytő
- Szárnyvég
Mindkét rész külön definiálható (akár profilalakkal is). A szárny mélysége a szárny szélessége. A Vrillage a szárny állásszöge °-ban. A Felület vastagsága valamilyen kontur meghatározása lehet (lehet, hogy vágószál vágási szélességét kompenzálja?)...
A induló magasság a habtömbbe belépő vágószál magassága, a kilépés pedig a felemelkedő szál max. magassága. Váltható a szárny elhelyezkedése (Bal/Jobb). Próba vágással kell eldönteni mit nevez balnak és jobbnak!
Külön bekapcsolható a vágóvarázsló használata.

(Vágó varázsló)
Meghatározható a szárny mérete, hátranyilazása, és elhelyezkedése a tengelyekhez képest! A profil méretek és alakok a szárny két végére lesznek igazítva, nem pedig a a tengelyek síkjára!!! Ez egy igen fontos varázsló!
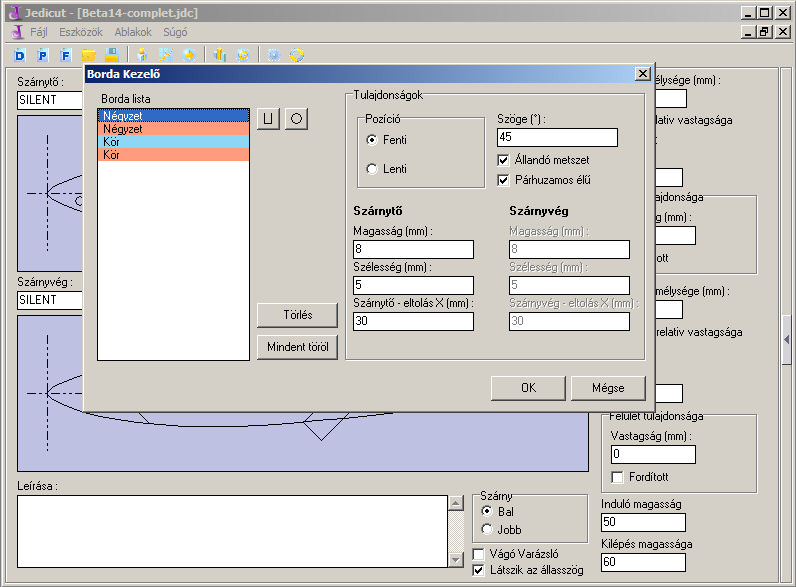
(borda kezelő varázsló)
Merevítő bordák, vezetékek nyillássai építhetőek be a szárnyprofilba, ezzel a varázslóval. Megadható a méretük, alakjuk, helyük a szárnyban.

(Vágási ciklus varázsló)
A teljes vágási ciklus útterve itt szerkeszthető, illetve a kulcspontok itt rendelhetőek össze. Megoldható vele, hogy akár a vágás végén láncolja a következő profil belépési pontját és így "tömegtermelés" is vezérelhető. A kulcspontok határozzák meg a kétoldal időbeni szinkronját (a vágószál mindig a kétoldali, azonos nevű kulcspontok mentén mozog)! Módosításával speciális torzítások, csavarások oldhatóak meg. Két speciális kulcspont van, az 1-es és a 2-es. Ezek mindig a profil fix be és kilépő pontjai.

(Vágási várakozás fűtésre)
Vágás indításakor a program először várakozik a kézi beállításos fűtés felmelegedésére. Ha már meleg a szál, akkor egy OK!
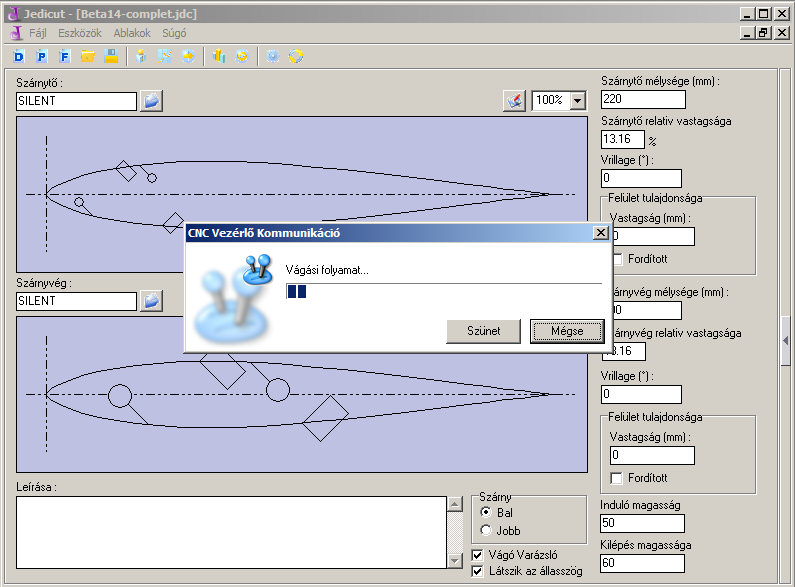
(vágás)
A vágási folyamat nem túl látványos képernyője...
Szárny profil szerkesztő:
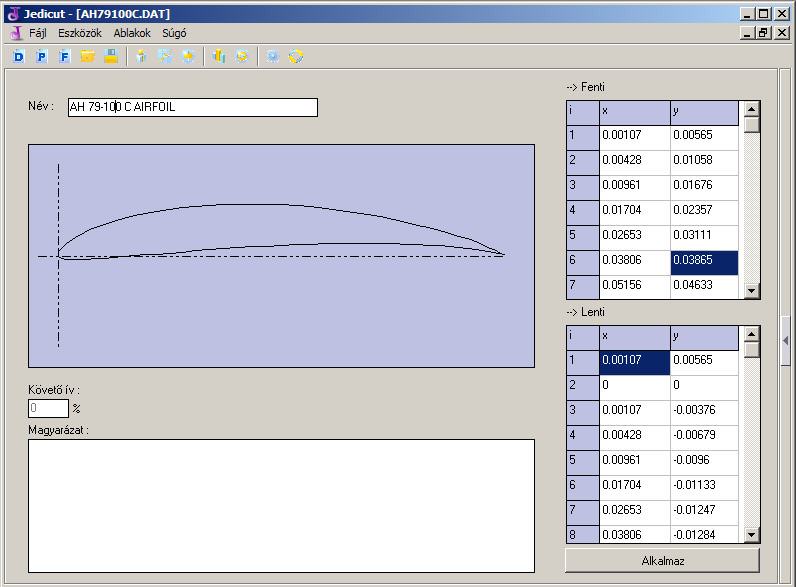
(Profil szerkesztő)
Megnézhetőek, importálhatóak, szerkeszthetőek a különböző szárnyprofilok. Ide lehet beimportálni feliratokat, ábrákat is ha ilyet szeretnénk vágni (pl. géptörzs hossz alakját)! Jobb oldalt a vágási koordinátákat lehet látni a szálkereszt 0,0 pontjához viszonyítva.
Géptörzs szerkesztő, vágó:
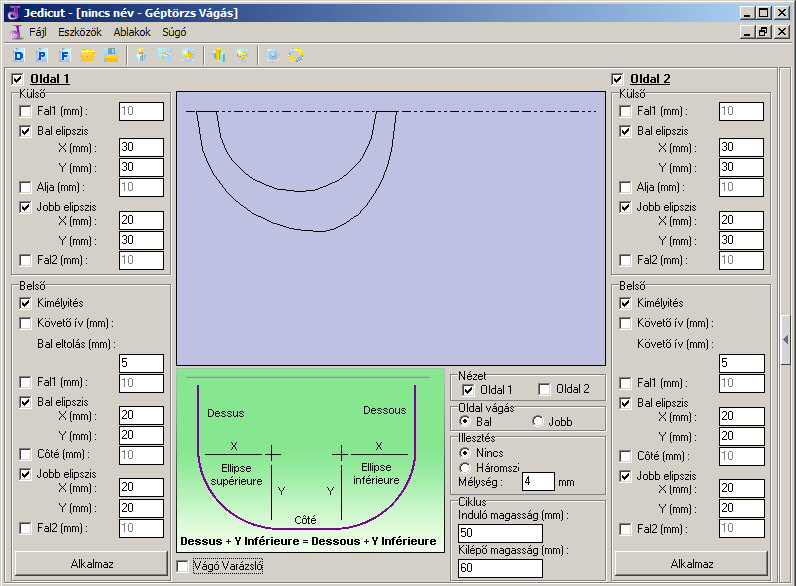
(géptörzs vágása)
A géptörzs keresztmetszetét lehet meghatározni, vágatni vele.
Érdemes az or, középtörzs és farokrészt külön-külön tervezni és vágatni. Az
oldalak a törzs elejét és végét jelentik (kúpozható). A Külső/Belső a két
határoló ívet jelenti. A Fal1 és 2 a lefele menő oldalfal méretét jelenti. A Bal
és Jobb ellipszis az ív méretét határozza meg. Az alja a géptörzs vízszintes
lapos oldalát határozza meg.
A Követő ív a falvastagság egyenletes követését jelenti. Az illesztés kis
hornyot készít a felületbe, mely segítségével az illesztés még könnyebbé válik
(alsó és felső törzs összeragasztásakor).
(íves törzs)

(egy nem szokványos kialakítás: kazettás törzs)
![]() Folytatás!
Folytatás!![]()
JediCut használata!
