(törzs és szárny vágása)
![]() JediCut
használata
JediCut
használata![]()
(törzs és szárny vágása)
(JediCut V2.2.2)
Módosítva: 2010. február 06. szombat
![]()
|
|
A következőkben bemutatom a program használatát viszonylag
részletesen! A példában egy géptörzs felet fogunk kivágni, melyet magunk
rajzolunk meg valamilyen vektorgrafikus programmal (pl. Xara X, CorelDraw,
stb.). Jelen leírás a JediCut V2.2.2-re érvényes, a későbbi változásokat nem
követi!
A törzs eleje és vége eltérő méretarányú, így kúpos kiképzésű lesz.
Rajzoljuk meg méretarányosan a törzs mindkét félprofilját.
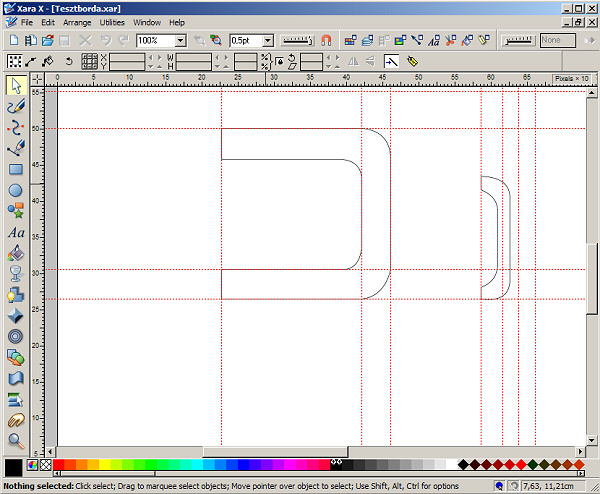
(törzsfélprofilok Xara-ban megrajzolva)
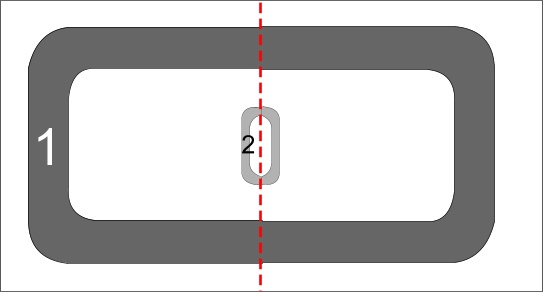
(összeillesztet doboztörzs szemből nézve)
Az 1-es profil a gép eleje felé áll, a 2-es a függőleges vezérsíknál található. Összetettebb géptörzseket szekciókra bontva rajzoljuk/vágjuk ki!
Olyan grafikai programot kell használnunk, ami képes a profilt DXF (R11) formátumba menteni. Corel Xara esetén CMX exporttal lehet a CorelDraw-ba importáltatni.
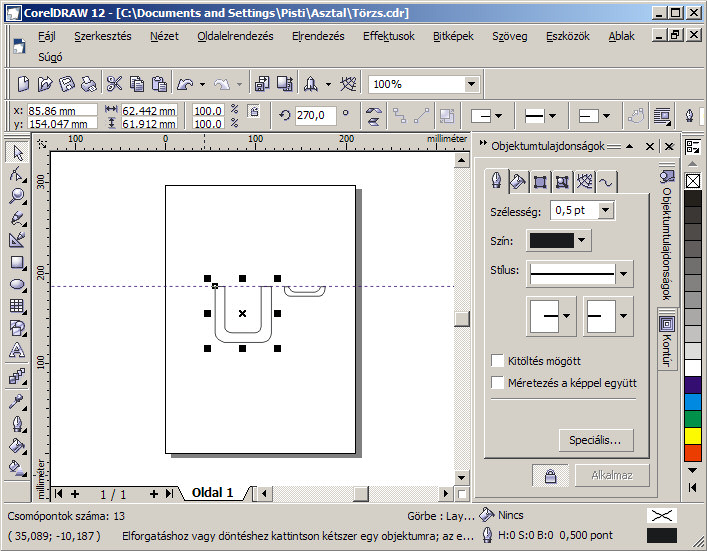
(profilok egyenkénti DXF exportálása)
Géptörzs esetén a fenti ábrának megfelelően forgassuk be a profilokat. A profilok fix síkja a felső él. Itt lesz később a két fél egymáshoz ragasztva.
(CorelDraw DXF R11 export)
A következő fontos lépéshez le kell tölteni és használni kell a Profscan nevű remek DXF -> DAT konvertáló programot (free)!
![]()
A programot nem kell telepíteni, csak egy sima exe file van benne. Csomagoljuk ki egy mappába és indítsuk el!

(Profscan DAT konvertáló, szerkesztő program)
A programban a DXF ikonra kattintva töltsük be az egyik törzs profilt. A floppy ikonra kattintva mentsük le DAT kiterjesztéssel. Ezt tegyük meg a másik törzs profiljával is. A programot érdemes majd áttanulmányozni, mert remek DAT szerkesztésre is használható és egyéb file formátumokat is képes importálni!
Ezek után már csak a JediCut-ot kell használni.

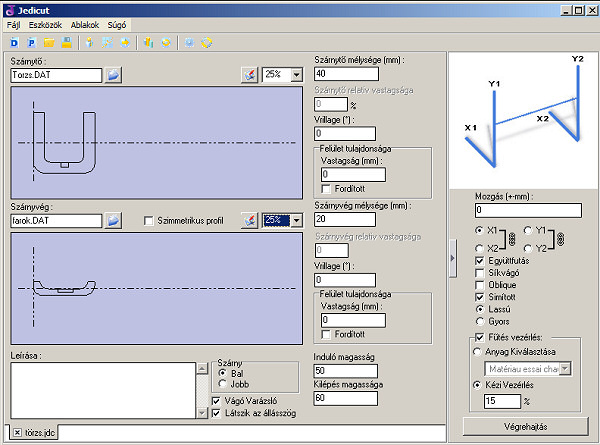
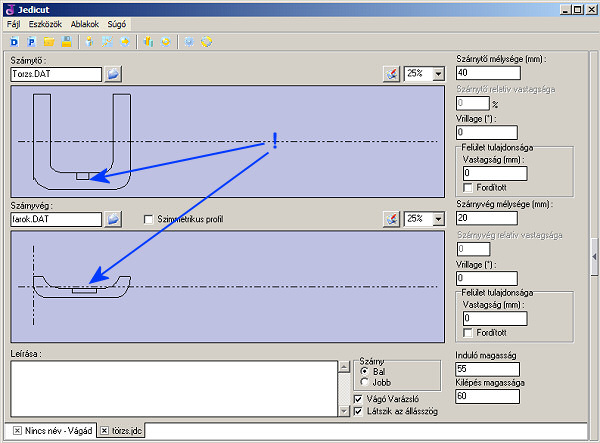
(JediCut szárnyvágási ablaka)
Mivel az újabb JediCut-takból kiszedte Jerome a törzsvágási
ablakot (mivel teljesen feleslegessé vált), a szárny vágásival kell dolgoznunk.
Az eljárás szinte ugyan az, mint ha szárnyat vágnánk.
A szárnytő lesz a törzs elülső vége, a szárnyvég lesz a farok rész. Mindkét
mezőbe be kell töltetni a hozzátartozó törzs profilt.
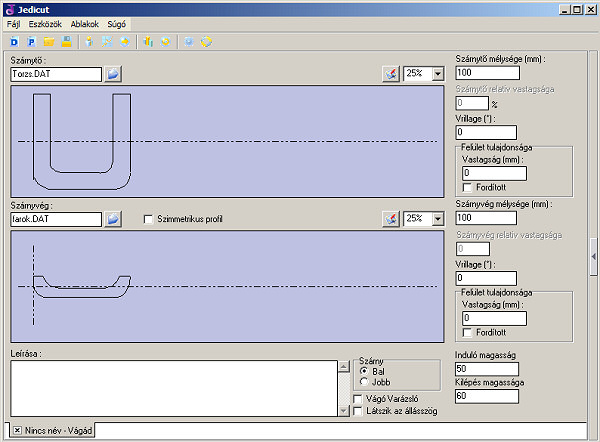
(a szaggatott vonal a profil húrja)
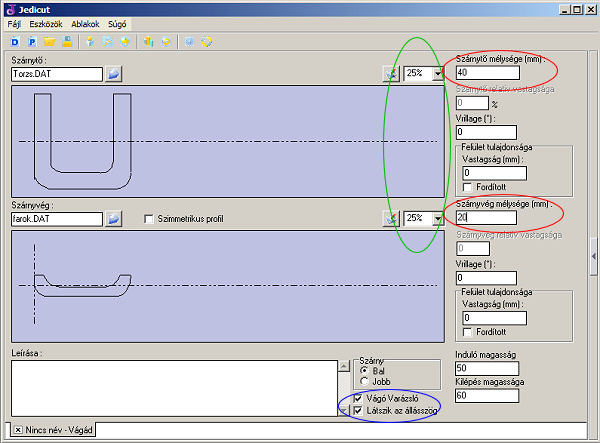
(méretek megadása)
Piros = a bordák vízszintes szélessége mm-ben. Itt kell megadni a törzs-fél végleges szélességét!
Zöld = a megjelenítés "nagyítása" (profil ablak).
Kék = ezeket itt kapcsoljuk be, hogy később dolgozni tudjunk velük!
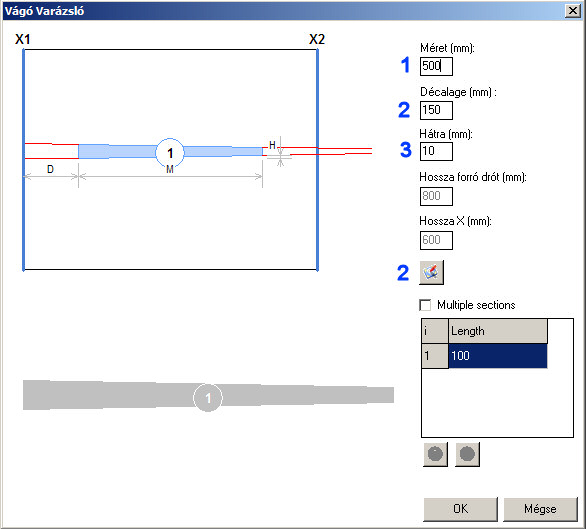
(hosszanti és eltolási méretek)
Hozzuk elő a vágóvarázslót! Itt számos igen fontos adatot meg kell adnunk.
1 = a géptörzs hosszanti mérete (szekciók esetén a vágandó szekció hossza), egyben a berakott habtömb mérete is.
2 = a habtömb elhelyezése az X1 tengelyhez képest.*** A 2-es gombbal automatikusan középre helyeződik.
3 = a törzs vég (farok) hátracsúsztatása. Ezzel tudjuk a farok részt középre tolni az orrhoz képest! A példában az orrész 40mm magas, a farok rész 20mm magas, ha azt akarjuk hogy pont középen legyenek egymáshoz képest az elcsúsztatás 10mm [(40-20)/2].
***Nagyon fontos a pontos habtömb
és tengelyek beállítása! A gép méreteit (X1 és X2 távolságát) a program
Setup-jában kell megadni. Mivel a program a tengelyek mozgását számolja ki és
vezérli, nekünk meg a kisebb tömb két szélére vetített alakzat méretei kellenek,
ezért a végső tengelymozgatásoknál trigonometriás függvényekkel kell ezeket
kikompenzálni!
A gyakorlatban először a habtömböt kell a törzs végső hosszméretére vágni (akár
a JediCut daraboló funkciójával) és utána kell elhelyezni és a méreteket megadni
a programnak!
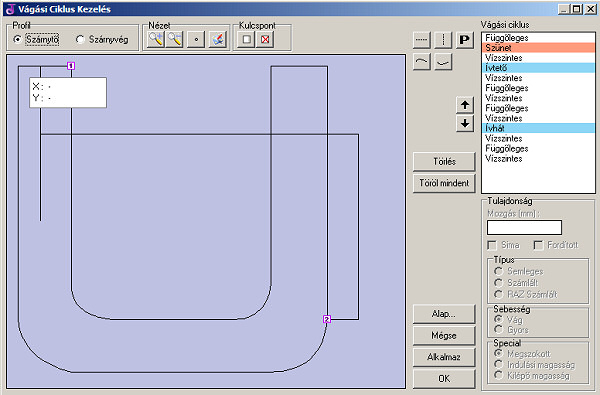
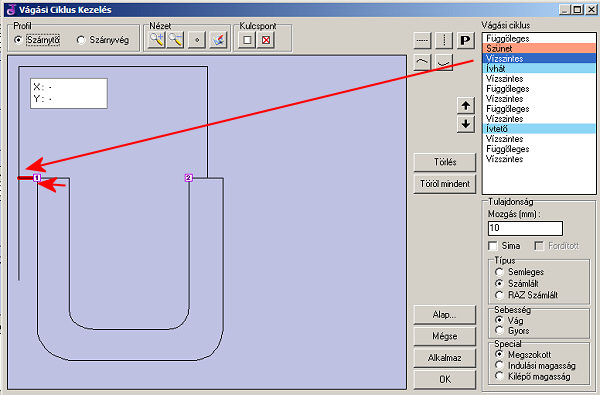
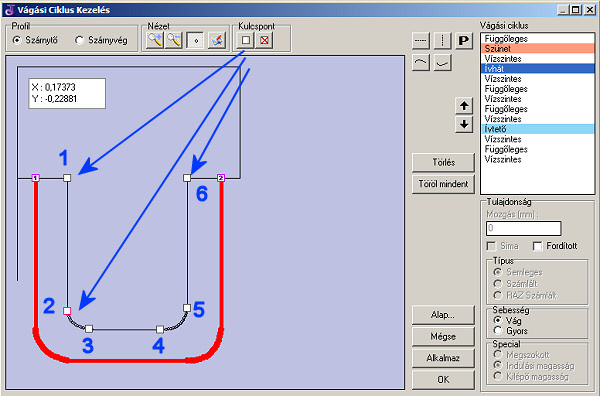
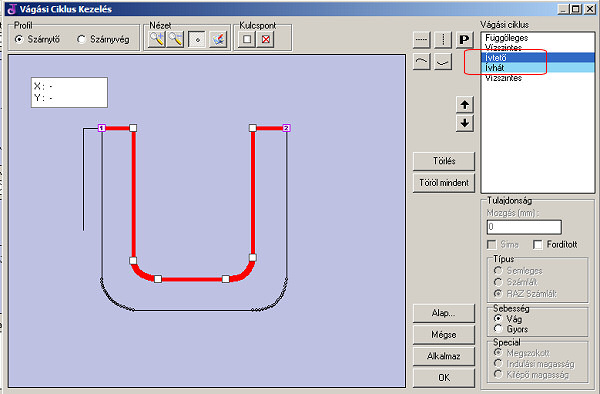
(vágási ciklusok és pontok megadása)
A következő lépés a legösszetettebb és talán a legtöbb figyelmet kívánó beállítás. Hozzuk elő a Vágási Ciklus Kezelőt!
Mit ahogyan a fenti ábrán látható, a program nem mindig találja ki helyesen a be és kilépési pontokat. Ezeket nekünk kell kézzel helyretenni.
Először értsük meg a JediCut vágási ciklusát (az alapértelmezett vágási eljárási menetet)!
- induló pozícióból belépési szintre emeli a vágószálat,
- vár a szál felmelegedésére (2s),
- belép a habtömbbe (már ez innét vágás),
- kivágja a programozott alsóívet,
- elhagyja az ívet vízszintesen,
- függőlegesen kilép a habból (felfelé),
. vízszintesen visszajön a belépő kezdősíkba (már a habtömbön kívül, gyorsjáratban),
- újra felveszi a belépőmagasságot,
- ismét vízszintesen belép a habba (vágás indulása),
- kivágja a felső ívet,
- ismét elhagyja az ívet vízszintesen,
- újra kilép a habból függőlegesen,
- vissza jön a kezdősíkba (vízszintesen).
A két piros négyzet jelenti a be (1-es) és ki (2-es) lépéseket
az alakzatba, -ból. Ezeket egérrel megfogva az alakzat vonalán mozgatni lehet
(sarkok és ívekre ugorva)!
A jobboldali lista mutatja a vágási ciklusokat. Az egyes pontokra kattintva az
ábrán látható a cikluspont grafikusan is!
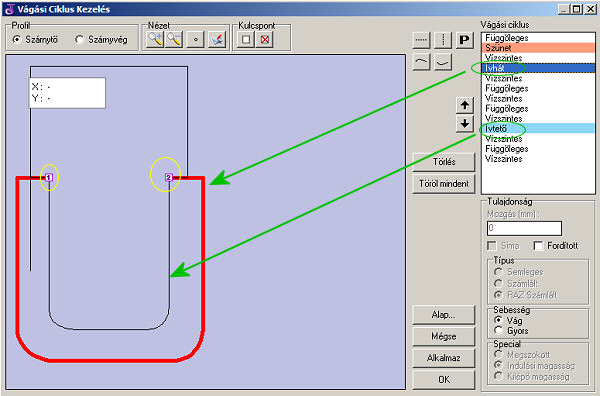
(átrendezendő be és kilépési pontok)
(művelet azonosítás)
Valami oknál fogva a belépési magasságot és az áttérési magasságot nem itt, hanem a főképernyőn kell megadni.
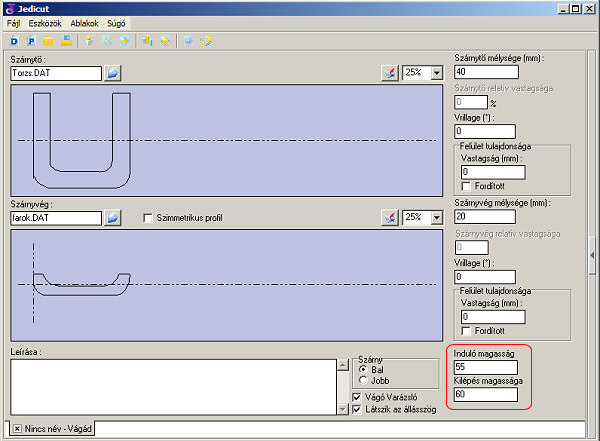
(be és kilépési magasságok megadása)
Mivel fent kezdjük a vágást, a belépési magasságnak magasabbnak kell lennie a teljes profil mélységétől, különben a szál alul fel fog akadni az asztalban! A kilépési magasságnak magasabbnak kell lennie a habtömb magasságától, mert itt már nem vág, hanem gyorsjáratban fog visszafelé jönni! Számoljuk ki és adjuk meg a helyes értékeket.
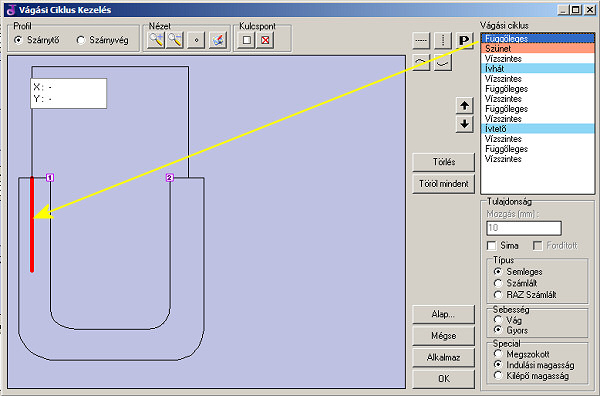
(belépési pont helyére tolása)
Értelmezve a ciklust, a be és kilépési pontokat ki kell tolni az alakzat legszélére! Fent már látszik, hogy a belépés a helyére került.
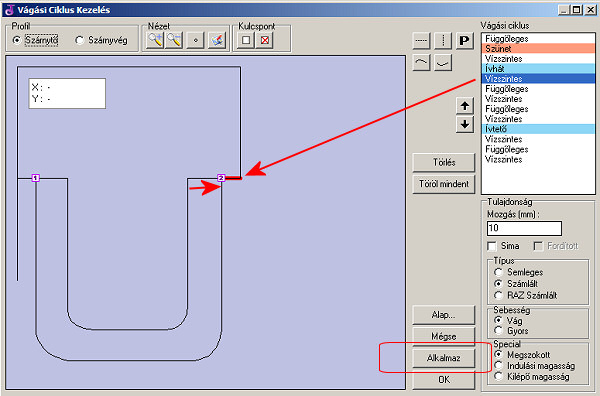
(kilépés helyére tolása kézzel)
Rakjuk helyére a kilépési pontot is, így a ciklus már helyes!
Minden változtatás végén nyomjunk egy Alkalmaz gombot, hogy lássuk is az eredményt!
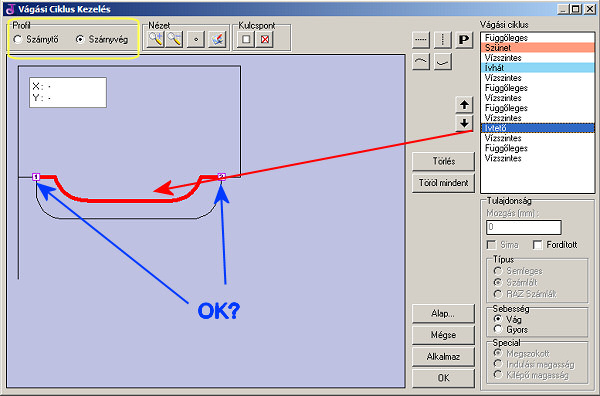
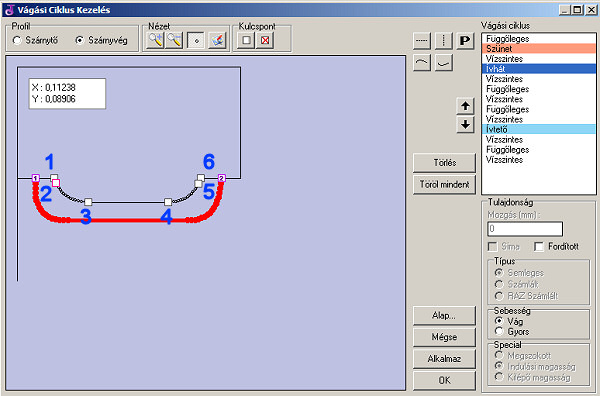
(másik oldal ellenőrzése és javítása)
Fent válthatjuk a két vég közötti nézetet. Ellenőrizzük mindkét oldal helyességét!
Fontos, hogy vágási ciklusban először az ívhátat vágassuk és csak utána az ívtetőt, mert különben a leeső habforma ráesik a vágószálra és sérülést fog szenvedni!!! Ellenőrizzük, hogy a program mit nevez "ívtetőnek" és "ívhátnak"! A felirat nem biztos, hogy hűen követi a grafikus megjelenítést (a grafikának higgyünk)!!! Ha nem stimmel, a nyilakkal átrendezhetjük!

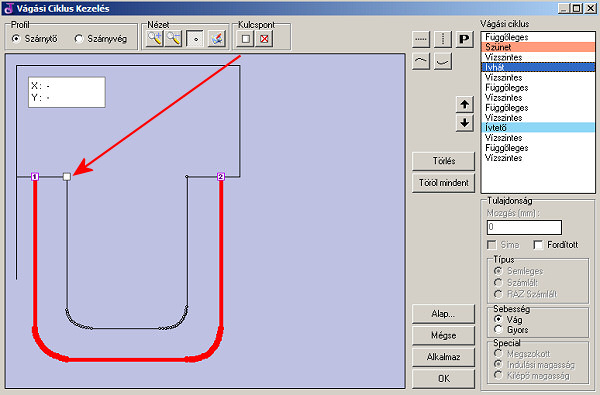
(kulcspontok megjelenítése)
A következő fontos teendőnk az egyidejűség meghatározása!
Mivel eltérő utat (és így eltérő sebességgel) járja be a két oldalt (X1 és X2
síkok), meg kell határozni, hogy mely pontokat mikor érintsen a tengely! Ezeket
mindkét oldalra lehelyezett, és azonos számú kulcspontokkal definiáljuk.
Mindkét oldalt a kulcspontokat a CNC egyszerre fogja érinteni.
A fenti ábrának megfelelően kapcsoljuk be a kulcspont helyek megjelenítését
(csak a lehetséges helyeit)!
(kulcspont lehelyezése)
Egyesével rakhatjuk és törölhetjük a köztes kulcspontokat. A kulcspontok sorrendjét átfedéssel ellenőrizhetjük.
(kulcspont sorrend)
(főbb pontok kulccsal jelölése)
Jelöljük meg a főbb pontokat amik fontosak számunkra!
(ellenoldal összerendelése)
Ugyan ezt tegyük meg az ellenoldalon is! A példában látható, hogy a farok részen az 1-2 szakasz szinte teljesen hiányzik, így adható meg, hogy a 2-3 ív egyszerre legyen vágva a törzsön belül (nincs csavarodás).
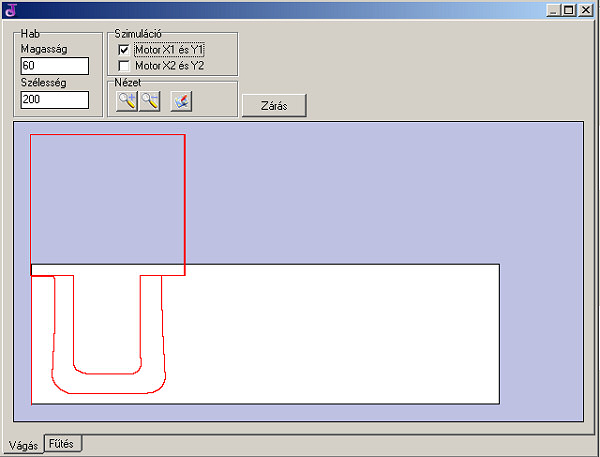
(vágási előnézet)
A Vágási előnézettben nézhetjük meg, hogy egyáltalán benne vagyunk e a habtömbbe?! A megjelenítés (2. motor) néha hibás, nem kell túl komolyan venni...
Ha szeretnénk fenyőlécet (merevítést) is beépíteni a törzs belsejébe, megtehetjük a bordakezelő segítségével.
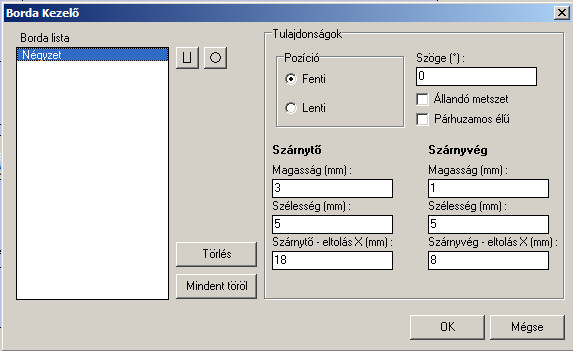
(merevítések betervezése)
Négyszög és kör keresztmetszetű bordákat vághatunk az alsó és
felső ívhátakba.
A méretek és pozíció megadása után OK és lássuk mi, hova került!
(belső oldalmerevítés helyei)
Természetesen ha a vágási ciklus logikája nem tetszik (mert talán lassú), át is variálhatjuk az egészet!
(optimalizált törzsvágási ciklus)
A felesleget kiszedve, gyorsabb a munkamenet...
