(3D, kompakt, PWM-es áramszabályzású, léptetőmotor vezérlő)
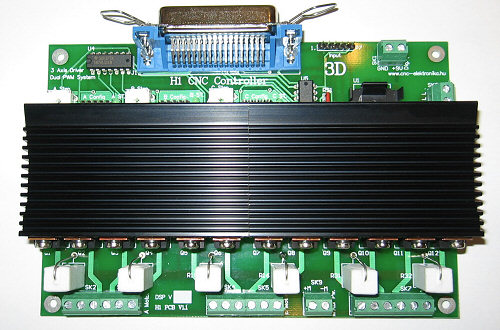
![]() H1 PCB CNC Vezérlő
H1 PCB CNC Vezérlő![]()
(3D, kompakt, PWM-es áramszabályzású, léptetőmotor vezérlő)

2009. szeptember 10. csütörtök
|
Tartalom: |
|---|
| Bevezetés |
| Hajtásmód |
| Ki és bemenetek |
| PC kapcsolat |
| Üzembe helyezés |
| Szoftveres oldal |
| Megrendelés |
![]() H1
Setup videó Mach3 alá!
H1
Setup videó Mach3 alá!![]()
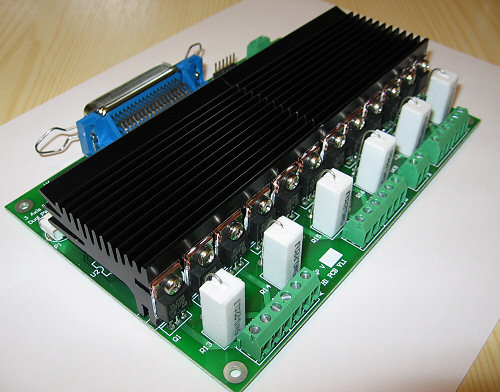
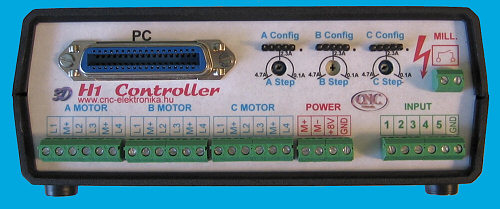
A H1 CNC Vezérlő a Profi2A működési elvein nyugvó, kompakt és gazdaságos kialakítású CNC vezérlő elektronika. Kialakítása révén viszonylag kevés külső eszköz (tápok, végállások és motorok) csatlakoztatása után, már üzemképes. A Vezérlő 3 tengelyes kialakítású és integrálva tartalmazza az alapvető ki és bemeneteket, valamint a digitális tápegység egy részét (stabilizátorát és szűrőit). Motor sebességre optimalizált erőátvitele (ultragyors lecsengetésű FET végfok), nagyon gyors motorsebesség elérését teszi lehetővé.

H1
Promo videó (wmv, 4.66MB)
Változatok:

| H1 PCB CNC Vezérlő: |
|
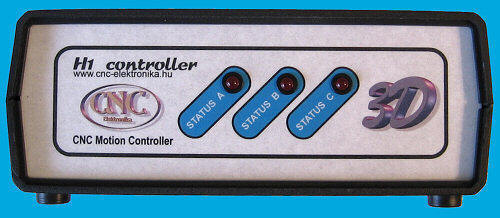
| H1 Dobozolt CNC Vezérlő: |
|
|
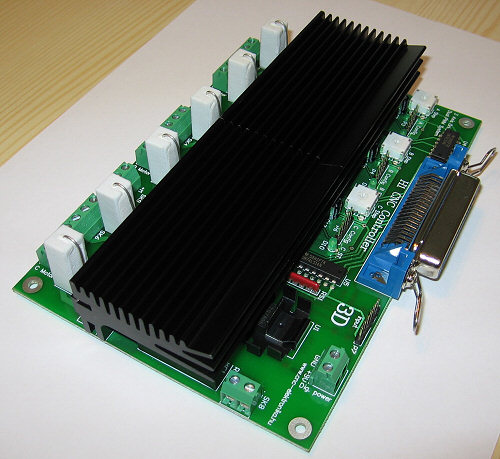
H1
Compact CNC Vezérlő: (tápegységgel) |
|
|
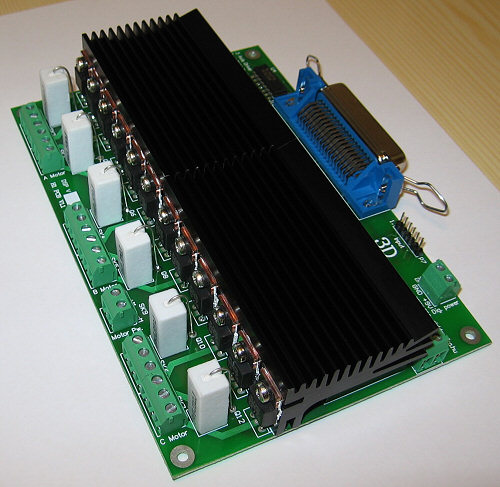
H1
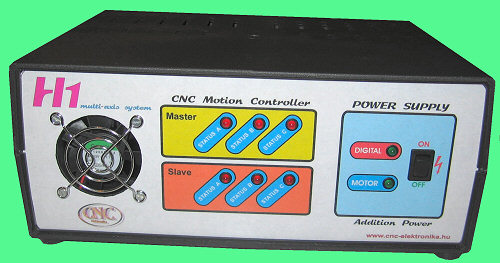
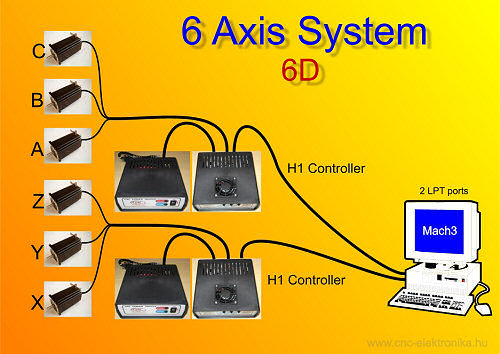
Multi Axis CNC Vezérlők: (tápegységgel) |
|
|
H1
3D Power CNC Vezérlő: (tápegységgel) |







 |
Kép galéria, nagyítás klikk!
![]()

(H1 PCB Tesz videó, wmv, 12MB)
Főbb műszaki paraméterei (DSP V1.4):
- 3 tengelyes (3D), Step/Dir rendszerű, CNC Vezérlő, léptetőmotorokhoz,
- Unipoláris, 2 fázisú léptetőmotoros erőátvitel (ultra fast delay FET erőátvitel),
- Fél léptetéses mód,
- Szabályzott, PWM módú, teljesítmény stabilizálás (DSP* algoritmussal),
- Szabványos, kétirányú Centronics nyomtató portú, PC kommunikáció (LPT),
- Tengelyenkénti trimmeres motoráram beállítás,
- 0.1A - 4.7A /fázis motoráram szabályzási tartomány, konstans motorteljesítményre,
- Maximális motor tápfeszültség: 50V,
- Maximális Tuning Tényezője: max. 25× (a motor induktivitástól függően),
- Automatikus motoráram vissza szabályzás tartóágban (szoftveres),
- Szinuszoid áramszabályzási burkoló gőrbe, az aktív motorrezonancia csökkentés érdekében,
- 3 fokozatban Setup-olható tartóági nyomatékok,
- "néma PWM" üzemmód lehetőség,
- Könnyű üzembe helyezés (Jumper Setup),
- Több mint 35000 Step/sec léptetési teljesítmény tengelyenként,
- Tengelyenkénti, független DSP jelfeldolgozás (3 független, nagy sebességű, konstans nyomatékú szabályzás),
- Tengelyenkénti, LED-es összetett jelzések (Setup státuszok),
- Automatikus diagnosztika (FET tesztek, hibajelzések),
- 1 db relés kimenet (max. 230V, 3A),
- 5 db Schmitt-triggerezett bemenet a PC felé továbbítva (szoftveres feldolgozásokra),
- Tengelyenkénti ICP csatlakozás (Firmware/DSP frissítési lehetőség),
- Mach2 & 3-ra optimalizált DSP algoritmus,
- Masszív hűtés,
- Fokozott zavarvédelem,
- Kétoldalas, lyukgalvanizált, részben SMD szerelésű NYÁK,
- WinPC-NC kompatibilitás.
*DSP= Digital Signal Processing (digitális jelfeldolgozás).
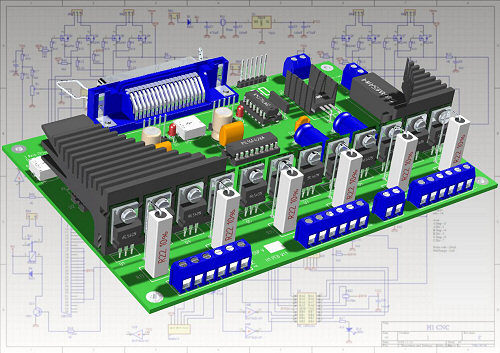
(3D "robbantott" nézet)
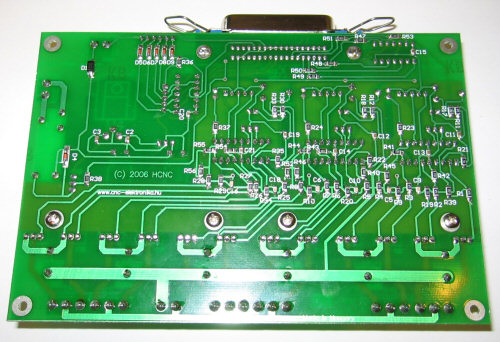
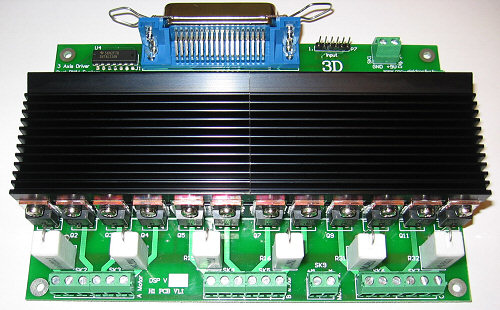
(részben SMD szerelt nyák)
![]() Általános ismertetés:
Általános ismertetés:
(mért és szabályzott motoráramok)
(dobozolt változatnan)

(kompakt változatban)
(Multi Axis kivitelek)
A H1 CNC Vezérlő használható 1, 2 és 3-tengelyes gépek vezérlésére (nem kötelező minden tengelyt működtetni). Két H1 Vezérlő és két LPT port felhasználásával akár 6 tengelyes CNC gép is építhető (Mach3 szoftverekkel).
(bővítési lehetőségekről bővebb infót olvashat
itt!)
A motorok párhuzamos kötése nem javasolt!.
A Vezérlővel használható
léptetőmotorok 2 fázisúak és unipolárisak lehetnek (5, 6 vagy 8 kivezetésesek).
A Vezérlő működtetéséhez kétféle feszültségű tápegységre van szükség:
I. 9-15V-os DC, legalább 1000uF-al előszűrt, tápfeszültségre a digitális áramkörök működtetéséhez (max. 200mA),
II. a léptetőmotorokhoz illeszkedő, nagyteljesítményű, DC (szűrt) tápegységre.
A kétféle feszültség, lehetőleg független transzformátorról
származzon (vagy legalább független tekercseiről). A motor által keltet zaj ne
jusson be a digitális tápfeszültségre!
Egyik tápegységet sem kell stabilizálni, de egyenirányítani (DC)
és kellően kondenzátorral megszűrni szükséges! A rendszert rövidzárlat ellen
olvadó biztosítékokkal védeni kell!
A motorokról és tápjaik kiválasztásáról bővebben a H1 Tuningnál olvashat!
Ajánlott H1 Vezérlő tápegység (kompakt és zavarvédett):
A Vezérlő tengelyenként végzi a motor pillanatnyi áramfelvételének és a léptetési fázisának, valamint a léptetési időnek megfelelő áramszabályzást. A léptetési rendszer fél léptetéses, így a motorok felbontása az alapérték duplája. A konkrét (motortól függő) áramszabályzási értékeket, 3db trimmer-potencióméterrel lehet beszabályozni (tengelyenként eggyel). A belső processzorok (DSP) szinuszoid burkoló görbéjű áramszabályzása révén a motorrezonanciákat aktív módon csillapítják.
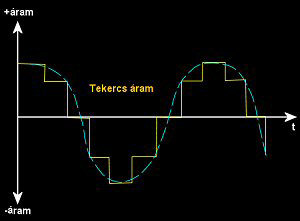
(Szinuszoid szabályzás)
A szabályzás végeredménye konstans teljesítményű és ezért konstans nyomatékú. A
Vezérlő motortól (induktivitástól) függően nagyon jól tuningolható. A
Tunintényező felelős a lehető legnagyobb, konstans nyomaték tartományért, melyről
bővebben a H1 Tuningnál olvashat!
A léptetések végén (egy rövid dinamikus csillapítás után), a motorok automatikusan
csökkentett gerjesztési módba (tartóágba) kerülnek. Erre a fix pozícióban tartás
miatt van szükség (akár fél léptetési helyzetben is meg kell tartani a pozíciót). A pozícióban tartás alatt
a motorok pihentetve vannak, Setup-olható gerjesztési erősséggel (és így
nyomatékkal). Ezek az értékek (csökkentések) előre beprogramozott készletből, 3
fokozatban, jumper segítségével választhatóak.
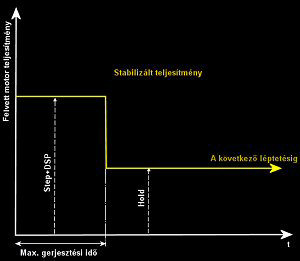
(tartóági motor pihentetés)
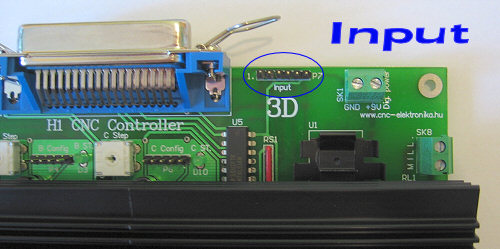
(5db bemenet, szabadon programozható funkciókkal)
A H1 Vezérlő 1db potenciál független, zárókontaktusú relés
kimenetet tartalmaz (MILL sorkapocs). A relé max. 230V-ot és 3A-ert képes kapcsolni.
Felhasználható szabadon, a PC-s CNC szoftverek segítségével (pl. marómotor
indítás, vágószál fűtés kapcsolására, stb.). Vezérlését teljes egészében a PC-s szoftverek végzik (lásd a Mach3 lehetőségeit).
A Vezérlő 5db Schmitt-triggerezett bemenetet tartalmaz (P7-es tüskesor). A bemenetek mechanikus zárókontaktusokra vannak előkészítve. Bármilyen mikrokapcsoló köthető rájuk (a
közös GND-hez kell kapcsoltatni). Felhasználható végállás kapcsolóknak, 0
pozíció automatikus felvételéhez, digitalizálásra, stb. A bemenetek
feldolgozását teljes egészében a PC-s szoftverek végzik.

(szabványos LPT port)
A Vezérlő nyomtató porton (LPT) keresztül kommunikál a PC-vel
(kétirányú). A kábelezéshez közönséges (kétirányú) nyomtatókábel (ajánlott
hossza max. 3m)
használható. A PC BIOS-ában EPP (esetleg SPP) módot kell kiválasztani!
Bármilyen CNC vezérlő szoftver használható ami kielégíti a következő
feltételeket:
- Step/Dir rendszerű tengelyvezérlésre alkalmas,
- LPT porton keresztül kommunikál,
- Szabadon beállítható bitkiosztású,
- Nem igényel külső un. impulzus generátort.
Néhány lehetséges vezérlő program:
Mach3 (ajánlott);
Mach2;
KCam4; TurboCNC, stb.
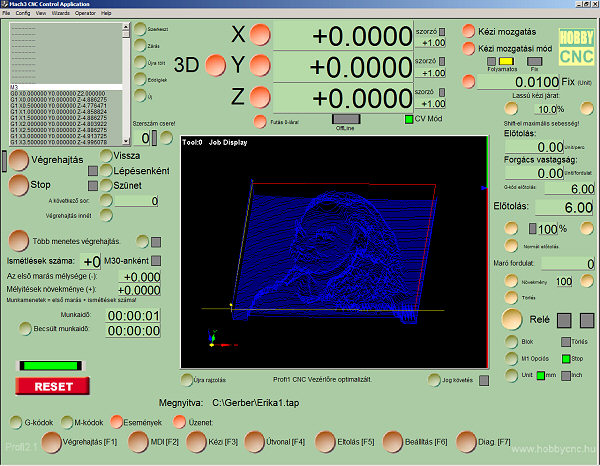
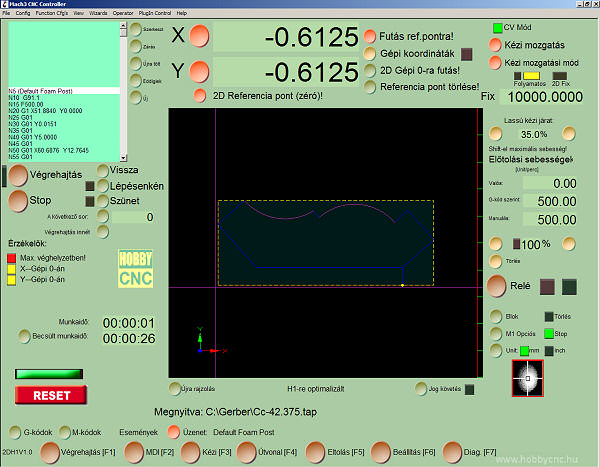
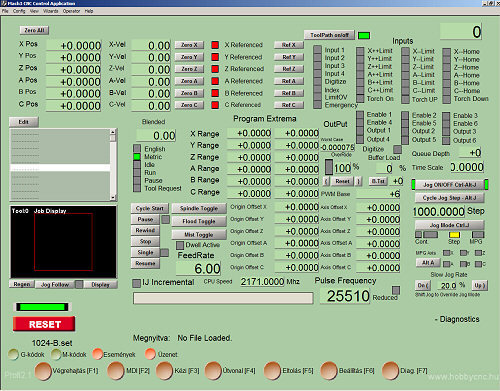
(Mach3 CNC vezérlő, Magyar felülettel)
A H1 Vezérlő minimális Step/Dir időzítései:
Step jel szélessége: min. 20uS
Dir jel előfutása: min. 5uS
Legalkalmasabb erre a Mach3 CNC vezérlő szoftver (erre lett optimalizálva a Vezérlő is)!
<A ki- és bemenetek tesztelésére legegyszerűbb használni a Mach3 v. 2 Diagnosztikai felületét:
(Mach3 diagnosztikai felülete)
![]() Üzembe helyezés (szerelt és
tesztelt Vezérlő esetén):
Üzembe helyezés (szerelt és
tesztelt Vezérlő esetén):
(170mm×115mm-es PCB)

(kompakt kialakítás)
Mechanikai kialakítás, elhelyezés:
A Vezérlő dobozolt és dobozolatlan kivitelben készül.
A dobozolatlan Vezérlő 170×115mm-es, kétoldalas, lyukgalvanizált nyáklemezre épül fel.
A nyáklemezt 4db 3mm-es csavarral kell feszülés mentesen rögzíteni. A
rögzítéshez használjunk min. 5mm-es fém vagy műanyag távtartókat (nyáklemez és a
rögzítő felület közé).
A Vezérlő intenzívebben melegszik mint a Profi1-es, ezért hűtéséről
fokozottabban kell gondoskodni. 2A-ig elég a jó természetes szellőzés megléte,
felette (max. 4.7A/fázis-ig), ventillátoros kényszerhűtés szükséges! A hűtőborda
(zavarvédelmi okok miatt) GND potenciálon van.
Természetes szellőzés tervezése esetén, vegyük figyelembe a hűtőborda
bordázatának az irányát is (kéményhatás biztosítása)!
A sorkapcsok meghúzásánál (bekötésénél) kézzel tartsunk ellen!
A nagyáramú vezetékezés keresztmetszeténél, a motorok kivezetései irányadóak.
Vezeték csomópontokat (szétosztásokat) ne a Vezérlő sorkapcsában hozzunk létre
(azt kivezetve erre megfelelőbb helyen, méretű sorkapcsokban, külön célszerű).
Az árnyékolt vezetékek használata nem kötelező, de ahol érdemes (pl. végállás
bemenetek, digitális tápvezeték) célszerűek lehetnek. Az árnyékolást a GND-vel
(P7-es tüskesoron hozzáférhető) össze kell kötni. Az árnyékoláson áram nem
folyhat keresztül!
Az Imput tüskesori csatlakozónál (P7) használjunk tüskesori hüvelyt (a direkt
ráforrasztás nem javasolt)!
Bedobozolás esetén figyelembe kell venni, hogy a 3 tengely gerjesztését állító (Step)
trimmereket, állítani lehessen üzem közben is (kisméretű csavarhúzóval)!
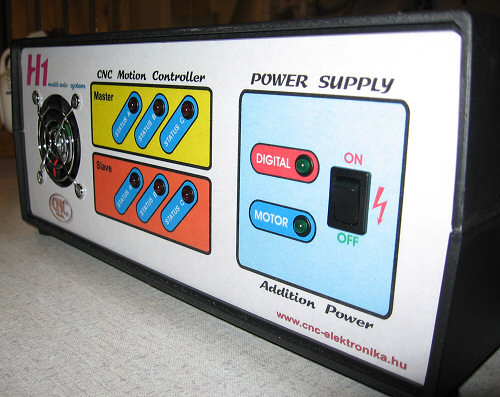
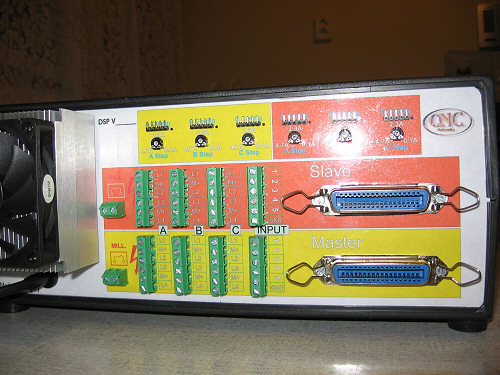
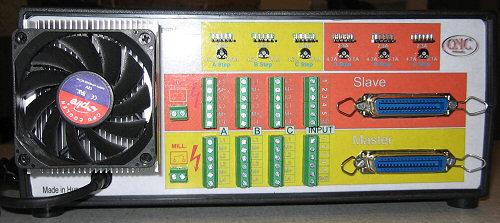
Dobozolt változat esetén minden potenciométer (STEP), jumper (Setup), LED (Status) és csatlakozások a doboz elejére és hátuljára ki vannak vezetve.
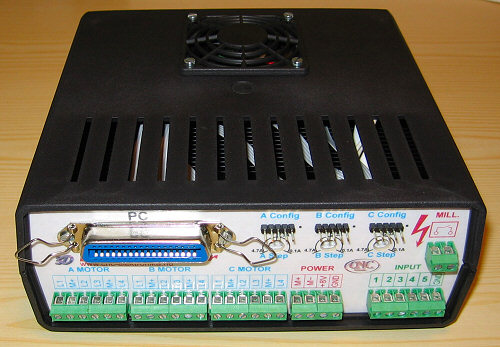
(hátulja)
A dobozolt változat ventillátoros kényszerhűtéssel rendelkezik! Minden csatlakozás csavaros sorkapcsokra vannak kivezetve.
Tápellátás:
Kétféle tápfeszültség szükséges:
- Digitális tápfeszültség, csatlakozási pontja:
SK1, polaritások feltüntetve,
- Motor tápfeszültség, csatlakozási pontja:
SK9, polaritások feltüntetve.
A Vezérlő digitális tápegysége egy stabilizálatlan 9-15V DC, szűrt (min.
1000uF-al) tápegység kell, hogy legyen. A Vezérlő áramfelvétele max. 200mA.
A motorok tápegysége az alkalmazott motoroknak megfelelő feszültség és áram
értékű, stabilizálatlan, szűrt (Amper-enként min. 1000uF-al) DC táp legyen.
A Vezérlő Chopper áramkörének kell a megfelelő feszültség
többlet, ezért gondosan kell megtervezni a motorok feszültségét!
Ajánlott motor tápfeszültségek a léptetőmotor alapfeszültségének függvényében:
| Motor alapfeszültsége: (ráírt feszültség) |
Ajánlott motor tápfeszültség: (tuning feszültség) |
|---|---|
| 1V | 25V |
| 2V | 40V |
| 3V | 40V |
| 4V | 28V |
| 5V | 25V |
| 6V | 24V |
Köztes feszültségeknél (pl. 1.25V-os motornál), a két szomszédos érték (25V és 40V) arányos értékét kell figyelembe venni (pl: 1.25V=28.75V). Ilyenkor alulról a hozzá legközelebbi (jelen esetben 24V-os) tápot kell választani (egy 24V-os transzformátorról levett feszültség, egyenirányítva és szűrve 33V-ra is felemelkedik terheletlenül)!
Különböző alapfeszültségű motorok használatánál a legkisebb feszültségre adódó tuning feszültséget kell alkalmazni!
Javasolt tápegység itt tekinthető meg!
A tápegységek rövidzár védelméről megfelelően gondoskodni kell (pl. olvadó betétekkel)! Csak szabványos, biztonsági leválasztó transzformátorok használhatóak e célra (érintésvédelem)!
Motortápnak nem javasolt kapcsolóüzemű (pl PC-s) tápok használata (PWM zajérzékenyek)!
A digitális táp és a motor táp negatívjait NEM szabad közösíteni (zavarvédelmi okok miatt, ez a Vezérlőn belül megtörténik)!
Ügyeljünk a polaritás és sorkapocs helyes bekötéseikre! Fordított polaritás, vagy rossz sorkapocsba kötés esetén a Vezérlő azonnal tönkremehet!
Ha van rá lehetőség (de nem kötelező), minden vezetékezést árnyékoltan szereljünk (az árnyékolást a Vezérlő GND-jére kell kötni). Az árnyékolást tilos aktív vezetőként felhasználni (áram nem folyhat rajta)!
Motorok bekötése és beállítása:
A motorok bekötésénél tartsuk szem előtt a motorok kivezetésének
keresztmetszetét (kisebb ne legyen)! A lehető legrövidebb vezetékezést
alkalmazzuk (zavarforrás)! Ügyeljünk a kötések és szigetelések épségére mert az
esetleges zárlat a Vezérlő tönkremenetelét okozza!
Csatlakozások:
- A motor: SK2 és
SK3 (tekercs csoportonként 1 sorkapocs),
- B motor: SK4 és
SK5 (tekercs csoportonként 1 sorkapocs),
- C motor: SK6 és
SK7 (tekercs csoportonként 1 sorkapocs).
A 3 motornak nem kötelező egyformának lenni! A motorok kiválasztásánál szem előtt kell tartani hogy közös tápegységről fognak működni (lásd a H1 Tuningleírást), és bele kell férniük a maximális terhelhetőségbe (max. 4.7A/fázis), valamint 2 fázisú, unipolárisnak (vagy annak elköthetőnek) kell lenniük (5, 6 vagy 8 kivezetésesek)!
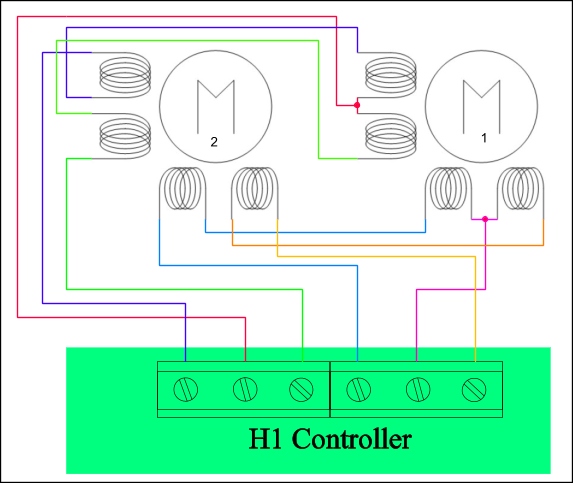
A 6 kivezetéses, 2 fázisú, unipoláris motorokat a következőképp kell bekötni:
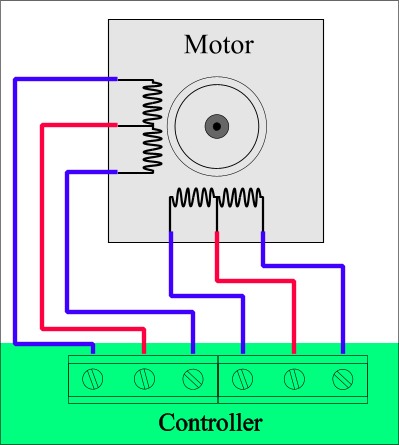
(6 kivezetéses motorok bekötése H1 Vezérlő motor
csatlakozásain)
Az összetartozó tekercsvégek ellenállásos mérésekkel
megkereshetőek. Felcserélésük hibás léptetéseket okoz!
Léteznek ugyanilyen rendszerű motorok 5 kivezetéssel is. Ezeknél a két
tekercsközép kivezetés belül közösítve van és egy szálként van kivezetve. Az
ilyen motorokat ugyanígy kell bekötni, csak az egyetlen középkivezetést valamelyik középkivezetés
helyére kell kötni (a rajzon a középkivezetés piros színű). Műszeres kimérésük (fázis szétválasztás) nem egyértelmű
(a belső közösítés miatt),
ezért a középkivezetés megkeresése után, kísérletezgetéssel lehetséges.
A 8 kivezetéses (univerzális), 2 fázisú motorokat előbb a 6 kivezetésesnek megfelelően (unipolárisnak) el kell kötni! A megfelelő tekercsek összekötése után hasonlóan kell bekötni.
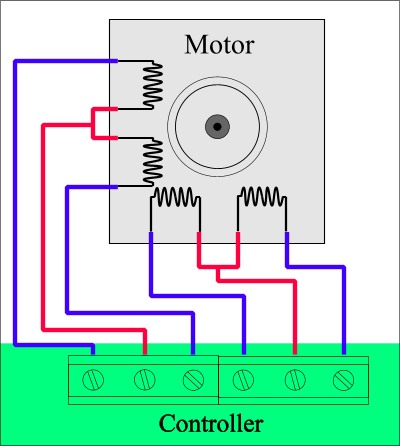
(8 kivezetéses, univerzális motorok bekötése H1 Vezérlő
motor csatlakozásain)
Rendkívül fontos a megfelelő tekercsek összekötése, mert csak egyféle helyes kötés létezik (minden más esetben a motor nem léptet)! Lehetőleg a motor adatlapját használjuk a végek beazonosítására, ha ez nem áll rendelkezésre, akkor a Léptetőmotorok menü végén található, tekercsvégek beazonosításáról egy módszer leírás!
Egy tengelyre 2 motort csak soros kötéssel köthető (a párhuzamos kötés nem támogatott)!
(motorok soros kötésben)
Teljesen egyforma, 8 kivezetéses (univerzális) motorok köthetőek sorba! Ilyenkor az eredő motort úgy kell tekinteni, mint egy névleges áramú, de dupla induktivitású és alapfeszültségű motor lenne. Ennek megfelelően az elérhető maximális fordulat (ahhoz képest, mintha csak egy motor lenn) kb. fele lesz (a dupla induktivitás miatt).
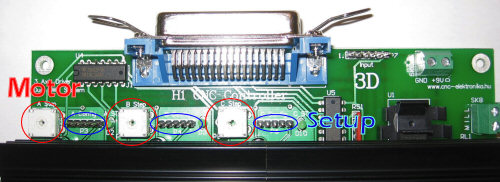
Motorok beállítása:
Mind három motornak, egymástól független, léptetési gerjesztéseket
(áramokat) és tartóági gerjesztési áramokat (pozícióban tartó erőt) lehet
beállítani. A léptetés alatti gerjesztést a Step trimmereken, a pozícióban tartó
gerjesztés a Config (jumper) tüskesoron lehet beállítani. A motorok A-tól, C-ig
vannak elnevezve.
(Motorok gerjesztése léptetéskor és álló helyzetben)
A Vezérlő első feszültség alá helyezése előtt, a következő lépéseket kell majd megtenni:
- Ellenőrizni kell a kötések helyességét (helyük és polaritásuk) és a motorkör zárlat mentességét (a Vezérlő nem rövidzárvédett)!
- A STEP (A Step, B Step, C Step) trimer-potenciométereken be kell állítani a motorok névleges áramait. Ezekkel az áramokkal lesznek gerjesztve a motorok léptetések alatt. A trimereket egy kisméretű csavarhúzó segítségével finomam forgassuk az óramutató járásával megegyező irányba és figyeljük meg azok véghelyzeteit. Ebben a helyzetben a szabályzó kb. 0.1A-re szabályozna.
Majd forgassuk a trimereket ellentétes irányba és szintén figyeljük meg ezeket a véghelyzeteket is. Ezen a ponton a szabályzó kb. 4.7A-re szabályozna.
Majd képzeletben osszuk fel a bejárt mozgási szöget és megsaccolva a mi motorunk áramhelyét, állítsuk oda a trimer nyíl alakú mutatóját!

(Step gerjesztések állítása a trimmereken)
A Vezérlő nem érzékeny a pontos motoráram beállításra (lineáris
és toleráns), ezért műszeres ellenőrzése nem szükséges (nem is volna egyszerű
megmérni). Menet közben bármikor finomítható (állítható). Megfelelő hűtéssel
rendelkező motorok esetén ez még emelhető is egy kicsit.
Üzemszerű használat alatt a motorok felmelegednek. Ez a melegedés normális kb.
60~70°C-ig (a kezet még épp rajta lehet hagyni). E felé ne menjünk! Ha a motorok
idővel nagyon felmelegednének, vagy csökkentsük a gerjesztést (trimmert az
óramutató járásával megeggyező irányba állítva), vagy gondoskodjunk a motor
extra hűtéséről (pl. ventillátor rászereléssel).
A Vezérlő az álló motorokat csökkentett gerjesztéssel tartja
pozícióban (pihentetés). Ezt a pozícióban tartó erőt (gerjesztést) 3 fokozatban
lehet állítani.
Ezek a csökkentési értékek előre fixen programozott értékek, amikből jumper
segítségével lehet választani egyet (minden motornál függetlent). Ha a kijelölt
tartóági gerjesztés mértéke túl erős az adott motornak, akkor a Step trimmeren
beállított áramértéknél a Vezérlő leszabályoz. Ilyen esetben a PWM zaj megszűnik
(Chopperes mód)! Célszerű kisebb értéket kijelölni, hogy érvényesüljön a
pihentetés!
Az a gerjesztési érték a megfelelő, ami a legkevesebb gerjesztéssel még
biztonságosan pozícióban tartja a motort (fél léptetésben is)! A pozícióban
tartó erő kézzel ellenőrizhető, ha álló (de bekapcsolt) motornál megfogjuk a
tengely végét és megpróbáljuk kimozdítani. A motornak nem túl nagy, de
határozott tartó erőt kell kifejtenie.
A minél hatásosabb motorpihentetés érdekében, a gerjesztő áram frekvenciája is
csökkentve van (a vasveszteségek csökkentése érdekében). Ez szoftveres PWM
módosítással történik, ami halható hangot eredményez a motorokban. Ez a
hangkeltés teljesen normális, cserébe a motorok jobban hűlnek.
A pihentető gerjesztést (pozícióban tartó erőt) a Config tüskesoron lehet kiválasztani. Minden átállításkor (jumper áthelyezésekor) újra kell indítani a Vezérlőt!
A tüskesoron (A Config, B Config, C Config) a következő kombinációk lehetségesek:
| Pihentető gerjesztés ereje: | Jumper 1: | Jumper 2: |
| Kicsi (alapbeállítás, ajánlott) | - | - |
| Közepes | 2-3 | - |
| Full gerjesztés (néma üzemmód)* | - | 4-5 |
| Motor kikapcsolva | 2-3 | 4-5 |
(Config tüskesor jumper pozíciói)
A tüskesor 1-es lábát, apró fehér pont jelöli.
*A Full gerjesztési állásban nincs tartóági PWM zaj (néma üzemmód). Ilyenkor a motor teljes (STEP) gerjesztéssel áll! Használata erős motormelegedéssel járhat (fokozott figyelmet igényel)!
A Config tüskesorok egyben ICP csatlakozók is. Ezeken a csatlakozásokon keresztül lehet elvégezni az esetleges DSP (szoftver) frissítéseket is (csak szervizben).
Status LED jelzései:
Az egyes beállítások a Status LED villogásán is leellenőrizhetők. A sötét és
világos LED fényarányok tükrözik a pihentető gerjesztés erejét (a gerjesztés
emelésével a világítások időtartama is emelkedik).
Ha a motort letiltatjuk (kikapcsoltatjuk) a LED folyamatosan világít.
Bekapcsoláskor
a Vezérlő lefuttat egy öndiagnosztikát, mellyel megállapítja a FET-ek
(erőátvitel) zárlat mentességét. Amennyiben zárlatos FET-et talál, a Status LED
gyors villogásával jelzi és letiltja az adott tengely működését!
Ilyen esetben a Vezérlőt a lehető leghamarabb ki kell kapcsolni (motortápot
elsősorban) és a Szervizmenüben írtak alapján kell
eljárni!
A diagnosztika csal bekötött motorokkal hatásos!
Kimenet:
A MILL feliratú sorkapocs (SK8) egy potenciál független zárókontaktot (relét)
tartalmaz. A kontakt terhelhetősége max. 3A, 230V-on! Kapcsolóként
felhasználható tetszés szerinti funkcióval. A relé működését teljes egészében a
PC vezérli (vagyis az alkalmazott CNC vezérlő program). Általában MILL
(marómotor) kapcsolóként szokás konfigurálni, de lehet bármilyen más funkcióra
is, amit a program megenged. A konkrét beállíthatóságokról, az adott CNC vezérlő
program leírásában található információk!
Érintésvédelmi okok miatt a következő bekötési módok megengedettek:

(Ha a marómotor 50V-nál kisebb feszültségről működik.)
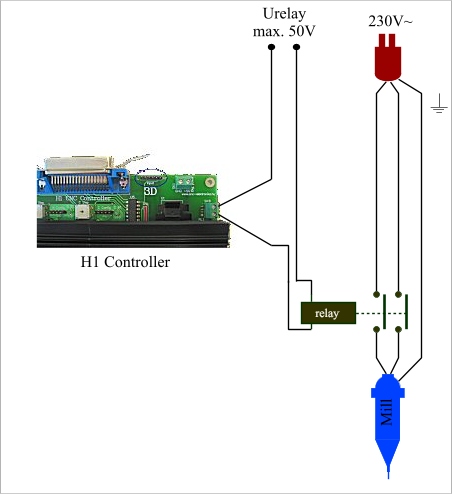
(Ha a marómotor 50V-nál nagyobb feszültségről működik,
kétsarkú leválasztás szükséges!)
Villásdugós betáplálás és 50V-nál nagyobb feszültség esetén csak kétsarkú leválasztás megengedett (mivel fordított bedugása esetén nem a fázis szakítódik meg, és így kikapcsolt relé mellett is feszültség maradhat a marómotoron)!
Példa beállítás Mach3 esetén (a relé marómotort vezérel):
- A Config/Port and Pins/Motor Output panelen a Spindle Enabled tiltott (piros X) legyen!
- ugyan ebben a penücsoportban az Output signal/Output #1 Endabled (engedélyezve legyen) és Port#1, Pin Number 14, Active Low X (tiltott) legyen!
- ugyan ebben a penücsoportban a Spindle Setup/Relay Control/Disable Spindle Relay NE legyen kipipálva és Clokwize Output# 1 és CCW Output# 1 legyen!
- ugyan ebben a penücsoportban a Flood Mist Control/Disabled Flood/Mist Relay ki legyen pipálva!
A marómotor felpörgési idejét ugyan ebben a penücsoportban a General parameters-ben lehet megadni (UP=felpörgések, DOWN=leállások)!
Bemenetek:
Az 5 db bemenet (P7- tüskesor), zárókontaktok fogadására elő vannak készítve. A bemenetek
közös pontja a 6. láb (GND). A bemeneti tüskesorra, tüskesori hüvellyel érdemes
csatlakozni!
Az 5 bemenet bármilyen kombinációban és bármire fel lehet használni, de természetesen ennek megfelelően kell a CNC vezérlőprogramot konfigurálni! Érdemes az adott program leírását tanulmányozni a lehetőségekről.
(mikrokapcsolókhoz előkészített bemenetek)
Egy lehetséges mintabekötés:
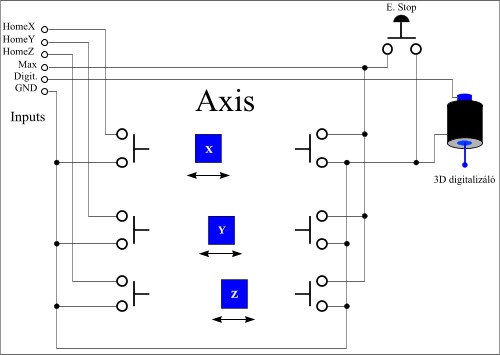
(bemenetek alkalmazási mintája)
A bekötés önmagában nem funkcionál, ehhez a CNC vezerlőprogramot is be kell állítani!
Nyomógomboknak, végállás kapcsolóknak, bármilyen mikrokapcsoló (mechanikus is) alkalmazható. Ezeket a jeleket a PC dolgozza fel, nem a Vezérlő.
Célszerű a bemenetek kábelezését is árnyékoltan szerelni!
A Mach3 bemeneteinek a programozásáról, bőséges infót talál a leírásában:
(Mach3 Mill Magyar Kézikönyve pdf formában
3MB)
A program teljes használati és beállítási leírása Magyarul (152 oldalon, 3MB)!

A Vezérlő működtetéséhez a CNC vezérlő szoftvereket is be
kell állítani!
Az összes be és kimenet nem invertált (a LowActive pipa
ne legyen
kijelölve a Mach szoftverekben)!
A következő táblázat a Vezérlő egyes jeleinek az LPT porti lábszámát adja meg. Ezeket az adatokat kell beállítani az alkalmazott CNC vezérlőprogramoknál (Setup v. Config menü alatt keresendő)! A bitkiosztás módosítva lett az új (V1.4) DSP-től kezdve, ezzel a WinPC-NC kompatibilitás is létrejött (mivel a WinPC-NC fix bitkiosztást használ)!
DSP V1.3 és alatta:
| Funkció: | Helye/Feladata: | LPT lábszáma: |
| Motorok | A Step | 4 |
| A Dir | 5 | |
| B Step | 2 | |
| B Dir | 3 | |
| C Step | 6 | |
| C Dir | 7 | |
| Kimenet | MILL Relé | 14 |
| Bemenetek | P7 1. | 15 |
| P7 2. | 13 | |
| P7 3. | 12 | |
| P7 4. | 11 | |
| P7 5. | 10 | |
| P7 6. (közös GND) | - |
(A H1 CNC Vezérlő bitkiosztásai)
Használható szoftverek: Mach2-3, TurboCNC, KCam4
DSP V1.4 és felette:
| Funkció: | Helye/Feladata: | LPT lábszáma: |
| Motorok | A Step | 5 |
| A Dir | 4 | |
| B Step | 3 | |
| B Dir | 2 | |
| C Step | 7 | |
| C Dir | 6 | |
| Kimenet | MILL Relé | 14 |
| Bemenetek | P7 1. | 15 |
| P7 2. | 13 | |
| P7 3. | 12 | |
| P7 4. | 11 | |
| P7 5. | 10 | |
| P7 6. (közös GND) | - |
(A H1 CNC Vezérlő bitkiosztásai)
Használható szoftverek: Mach2-3, TurboCNC, KCam4, WinPC-NC
Azt hogy melyik motort (A, B, C) melyik tengelyhez (X, Y, Z) sorolja be, az csak Önön múlik. A helyes működéshez a CNC programokon belül még számos paramétert be kell állítani, kérem tanulmányozza alaposan az adott program leírását!
![]() Mach3
gyorsbeállítások (Mach3Mill.xml file-ok):
Mach3
gyorsbeállítások (Mach3Mill.xml file-ok):
![]()
DSP V1.3 és alatta:
- Eredeti képernyő végállásokkal: Mach3Mill_vegallassal.zip
- Eredeti képernyő végállások nélkül: Mach3Mill_vegallasnelkul.zip
- Profi2.1 képernyő végállásokkal: H1_Profi_vegallasokkal.zip
- Profi2.1 képernyő végállások nélkül: H1_Profi_Vegallasoknelkul.zipDSP V1.4 és felette:
- Profi2.1 képernyő + végállás kezeléssel, H1 Controller profillal: H1 Conroller_veg.zip
- Eredeti képernyő + végállás kezelés, H1 Controller profillal: H1 Conroller_ered.zip-
2D Habvágógépekhez:
A Mach3 könyvtárába kell kicsomagolni és a Mach3 indításakor az új, 2DH1Foam profilt kell kiválasztani. Használja a végállásokat gépi 0 pont felvételéhez is! Tartalmazza a képernyő file-t is és a setup file-t is. Joystick-al is mozgatható!
Figyelem! Mindig az Ön Vezérlőjébe égetett DSP verziójának megfelelő beállításokat használja!
A setup file-ok a Mach3 RC2 kiadásához készültek. A tömörített Mach3Mill.xml vagy H1 Controller.xml file-okat ki kell csomagolni a Mach3.exe mellé! Minden beállítást utána a gépre kell illeszteni (felbontások, sebességek, bemenetek és funkciók)! Ezek a fele-ok csak arra alkalmasak, hogy megmozgatható legyen a gép minél gyorsabban! A beállítások az eredeti felületű képernyőket használják (Angol). A Magyar képernyőket (pl. Profi2.1)utána kell feltelepíteni és betöltetni!
Az eredeti képernyővel nem működik a Shift+nyilak=gyors mozgások / nyilak=lassú mozgások funkció! A gép mindig gyors mozgásokkal üzemel! A Profi2.1-es képernyővel ezek működnek!Ha a Profi2.1 képernyőt szeretné használni, akkor a Setup file felrakása előtt kell ezt a képernyőt a rendszerre telepítenie!
(Profi2.1 Magyar kezelői felület)
Profi2.1 Magyar Mach3 képernyő telepítése:
A letöltött önkicsomagoló exe file-t be kell másolni a feltelepített Mach3 könyvtárába (pl. C:\\Mach3) és el kell indítani.
Ez után lehet vagy a gyors setup file-okat (.xml) bemásolni a könyvtárba, vagy a Mach3-mal betöltetni a képernyőt (Profi21.set)!
![]() 2D
üzemmódról (habvágógépek) részletesebben olvashat
itt!
2D
üzemmódról (habvágógépek) részletesebben olvashat
itt!
Fontos!
Mach2 alkalmazása esetén a következőket be kell állítani:
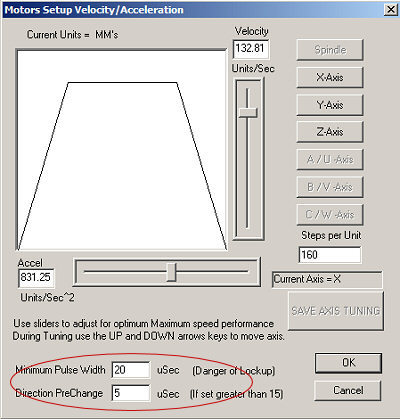
(Mach2 fontos beállítása)
Pulse Width=20 uSec.
Direction PreChange=5 uSec.
Mach3 alkalmazása esetén a következőket be kell állítani:
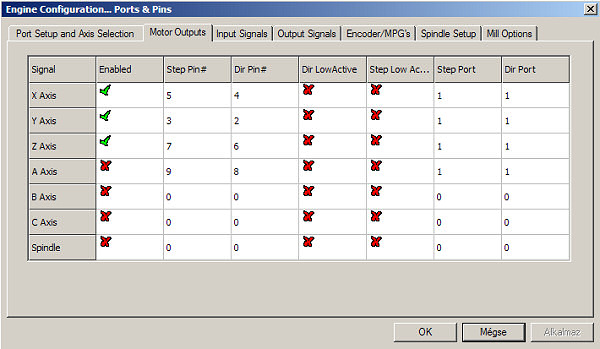
(DSP V1.4 és felette: motorok bitkiosztása)
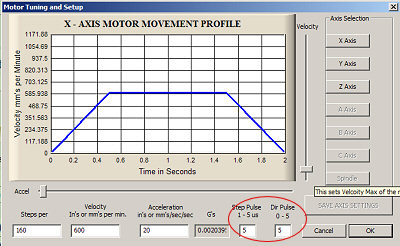
(Mach3 fontos beállítása)
Step Pulse=5uS
Dir Pulse=5
Érdemes bekapcsolni (Mach3 esetén) a Sherline 1/2 Pulse mode-ot, ez nagymértékben növeli, fokozza a rendszerünk pontosságát, stabilitását!
![]() A
DSP V1.4 és felette használható a WinPC-NC program is.
A
DSP V1.4 és felette használható a WinPC-NC program is.
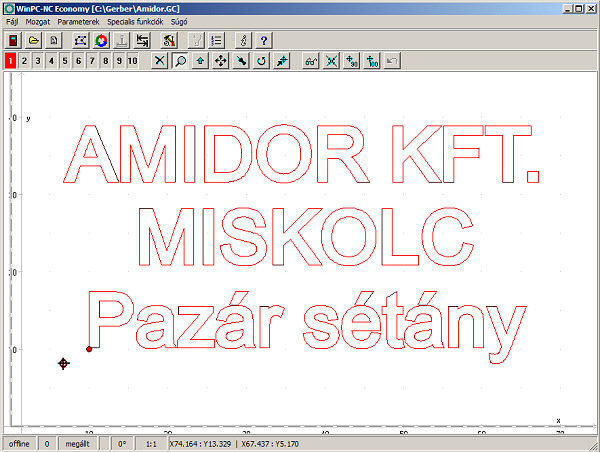
(WinPC-NC CNC vezérlőprogram, Magyar felülettel)
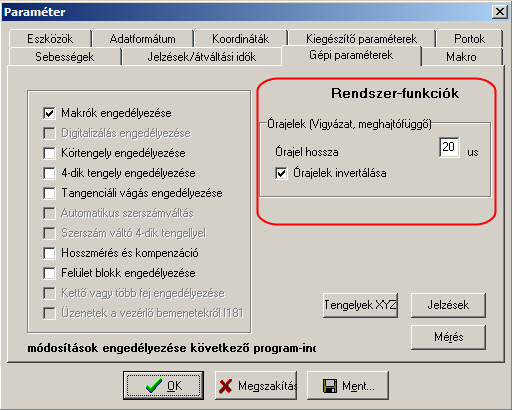
(WinPC-NC időzítés beállításai)
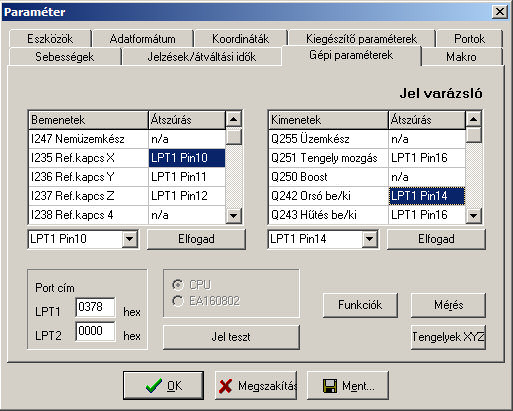
(WinPC-NC I/O bitkiosztás állítás helyei)
WinPC-NC alatt a Vezérlő tengelyei: A=Y, B=X, C=Z.
![]()