(elmélet és gyakorlat)
![]() H1 CNC Vezérlő Tuning
H1 CNC Vezérlő Tuning![]()
(elmélet és gyakorlat)

(H1 CNC Vezérlő)
2007. január 13. szombat
Mint minden léptetőmotoros hajtásnak itt is csak a motor tápfeszültség emelése ad lehetőséget a teljesítmény (fordulatszám) fokozására. A H1 tuningja nagyságrendekkel egyszerűbb, mint a régi Profi1-esé.
![]() Elmélet és korlátok:
Elmélet és korlátok:
A H1 CNC léptetőmotoros Vezérlő Chopper elvű áramszabályzással rendelkezik, mely
szabályzott PWM generátort használ. Az áramkorlátozó elektronika a PWM
kitöltési tényezőjét hangolja a mért fázisáramoknak megfelelően (két, független
Chopper kör van motoronként, összesen 6 db). A Chopper áramköröknek a billenési
pontját a DSP algoritmus egy referencia feszültség generátoron keresztül
határozza meg, fázis, hajtásmód és az idő függvényében (DSP). A folyamat végén a
szabályzás konstans (állandó) motor teljesítményre történik. Így amíg a
tápfeszültségből a Vezérlő képes megfelelő mértékű feszültséget vételezni, addig
a motor teljesítménye és így a nyomatéka állandó.
A motor által leadott nyomaték arányos a villamosan felvett teljesítménnyel,
ezért törekedni kell az állandó és stabil teljesítmény felvételre. Ha a felvett
teljesítmény csökken, akkor a motor nyomatéka is csökken, ha teljesítmény
felvétel nő, akkor a motor idővel túlmelegszik (szélső esetben leéghet).
A nyomatékesés elsőszámú okozója a motorokban lévő tekercsek induktivitása. Az induktivitás által létrehozott plusz villamos ellenállás (mely az áramfelvételt és így a teljesítményt csökkenti) frekvencia és így sebesség függő. Minél nagyobb sebességgel (lépésszámmal) hajtunk egy léptetőmotort, annál nagyobb feszültséget igényel (ugyanakkora nyomaték leadásához). Magyarul, egyre növelni kell a motorra kapcsolt feszültséget, ha azt akarjuk, hogy a nyomatéka ne csökkenjen!
Ezt a növelést mérten és stabilizálva végzi el a Vezérlő. A
stabilizálást addig képes ellátni, míg nem egyezik meg a motor által igényelt
feszültség a motorra kapcsolt tápfeszültséggel, ha innét tovább emeljük a
sebességet, akkor a Vezérlő már nem képes a motor teljesítményét tovább stabilan
tartani és a nyomatéka hanyatlani kezd. Ez a pont a vezérlés billenési pontja.
A billenési pont alatt (lassabb sebességeknél) Chopperres üzemmódban dolgozik a
Vezérlő (stabilizált nyomatékkal), felette DC módban (szinkron motorként, egyre csökkenő
nyomatékkal).
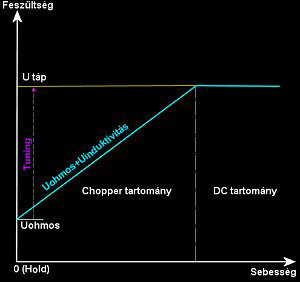
(motorok tápfeszültség igénye)
Törekedni kell a minél nagyobb Chopperes tartományra, hisz csak itt tartható maximálisan a motor nyomatéka.
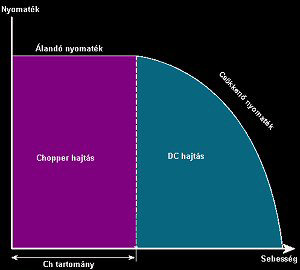
(nyomaték görbe)
A Chopper tartományt csak a motorra kapcsolt (motortáp)
feszültségének egyre nagyobb emelésével lehet nyújtani. Ámde egy teljesen
megálló motor esetén (sebesség 0!), a Vezérlőnek le kell tudnia szabályoztatni
az áramot, a motor néhány Ohmos ellenállására!
Azt, hogy egy vezérlő mekkora szabályzási átfogási tartományra képes,
tunintényezőnek hívom. A tuningtényező megmutatja, hogy hány szoros feszültséget
képes még leszabályoztatni egy adott motorhoz. Ha ettől nagyobb feszültséget
kapcsoltatunk a motorra, akkor nem képes eléggé leszabályozni és a motor
túlmelegszik.
![]() Motor
tápegység méretezése:
Motor
tápegység méretezése:
Feszültség számítása:
A tuningtényező, a motor induktivitásától függő szorzó! A H1
esetén, minél nagyobb a motor induktivitása, annál kisebb a tuningtényezője!
A motor tekercseit a Vezérlő nagy frekvenciával ki és bekapcsolja az áram
névleges értékén tartása miatt. Ezek a kapcsolgatások igen nagy induktív
feszültségeket generálnak. A teljesítmény fokozat FET-jeit védik a bennük
integrált supressor diódák (ezeket az induktív feszültségeket levezetik). A
levezetések erős hőtermeléssel járnak. Minél nagyobb egy motor induktivitása,
annál nagyobb a levezetés által generált hőtermelés (melegedés)! Ezek a melegedések fűtik a
Vezérlő hűtőbordáit, ezért minél kisebb egy motor induktivitása, annál
nagyobb feszültségarányt (tuningot) visel el. Törekedni kell a kis
induktivitású motorok használatára.
Mivel sokszor nincs adat egy motor induktivitásáról, és nem tudjuk azt megmérni, a motor Ohmos tekercs ellenállásából következtetünk a belső induktivitására (nem tökéletes, de jobb híján használható módszer). A következtetés szerint minél nagyobb a tekercs Ohmos ellenállása, annál nagyobb lehet az induktivitása is (nagy Ohm= vékony és sok menet -> nagyobb induktivitás).
A következő táblázat gyakorlati támpontod ad a motorok alapfeszültsége és az elméleti tuningtényező közötti összefüggésekre:
| Motor alapfeszültsége | Elérhető tuningtényező |
|---|---|
| 1 - 3V | 25 - 9 |
| 3 - 5 V | 9 - 5 |
| 5 - 9V | 5 - 3 |
| 9 - 24V | 3 - 1.5 |
A tuningtényező megmutatja a motor alapfeszültségéhez képest mekkora motor tápfeszültséget használhatunk! A motor alapfeszültsége az ami rá van írva, vagy a tekercs ohmos ellenállásának és névleges áramának a szorzata (Ualap=Rfázis×Inévleges).
Egy példa:

(A motor alapfeszültsége 4V)
A képen szereplő motor alapfeszültsége 4V. Ennek megfelelően az alkalmazható tuningfeszültség ~7×-es. Tehát ennek a motornak a legmegfelelőbb tápegység egy 28V-os táp lenne. Itt alkalmazható lenne egy 24V-os transzformátor + egyenirányítva és jól megszűrve (Amperenként min. 1000uF).
Természetesen a maximálisan használható tápfeszültség 50V, e felé semmiképp nem szabad menni!
A motor névleges árama 0.95A. Ezt a H1 esetén azon a trimmeren kell beállítani (lásd a leírásánál) amelyikre kötöttük (A, B vagy C).
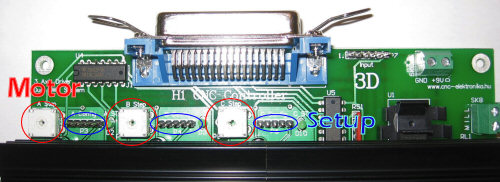
(gerjesztési áramok beállítása a trimmerek (piros)
segítségével)
Áram terhelések méretezése:
A motor tápegység áramterhelhetőségénél vegyük figyelembe a motorok névleges
áramait és azt a tényt, hogy félléptetéses a rendszerünk!
A betonbiztos méretezés az lenne, hogy minden motor névleges áramának a 2×-esét
vesszük (a félléptetési rendszer miatt minden 2. léptetés két tekercs
gerjesztésével történik) és ezeket összegezzük. Ez hatalmas áram összegeket adna
(pl. 3db 2A-es motor esetén 3×2×2=12A, ez mondjuk 30V mellet, 360W-os
transzformátort jelentene). Felesleges!
A gyakorlatban ez a tökéletes együtt járás (totál szinkron) sohasem fordul elő
(vagy ha igen, rendkívül rövid ideig áll fen), valamint a PWM szabályzás miatt,
az áramok kitöltési tényezője is folyton változik (csak ritkán 100%). Nyugodtan
méretezhetün, az így kapott áramérték felével (a példában 6A-ral)! A gyakorlatban
ez a méretezés is kellő tartalékokkal rendelkezik.
Azt a kis időt amíg a totál szinkron fennállna, egy nagyobb kondenzátor áthidalja gond nélkül (minimum Amperenként 1000uF kell, de inkább lehet több is)!
Fontos, hogy a kétféle feszültség független transzformátorról származzon (vagy legalább független tekercseiről)! A motor által keltet zaj ne jusson be a digitális tápfeszültségre!
A H1 és Profi1 CNC Vezérlőkhöz ki lett fejlesztve egy tuningtáp, mely belső átköthetősége révén (15V vagy 30V) ideális tuningtáp kis és közepes motorok számára (150VA teljesítménnyel)! A tápegység minden szükséges feszültséget (függetlent), védelmet, zavarszűrést tartalmaz.

(ajánlott H1 Tápegység)

H1 Tuning specialitások:
A motor gerjesztését menet közben is hangolhatjuk. A Step
trimmer hatása csak a Chopper tartományban érvényesül (alacsonyabb
fordulatokon)!
A Chopper tartományban melegszik a legjobban mind a motor, mind a Vezérlő (itt a
legnagyobb az áramfelvétel). Álló motornál a legintenzívebb a melegedés, ezért
szükséges a szoftveres (DSP) vissza szabályzás. Emiatt nem meglepő módon, a
gyorsan forgó motorok (és a hozzátartozó FET-ek) kevésbé melegednek mint az állóék.
Összegezve: a Step trimmer az alacsonyabb fordulaton (Chopper tartományban) határozza meg a motor nyomatékát (áramfelvételét, melegedését), sebesség emelésében nem játszik szerepet (ne is próbálkozzunk ezzel)! A sebesség fokozására CSAK a motor tápfeszültség emelése szolgál (a tuningtényezőn belül maradva szigoruan)!
Motor tuningnál ne feledkezzünk meg arról, hogy egy nem stabilizált motortáp növekvő terhelésre kissé ejti a feszültségét, ezért a CNC-nk max sebességének a meghatározásánál mindig összteher mellett (pl. mind három motor egyidejű forgatásánál) keressük a max sebességeket! Ellenkező esetben az egyenként spicre lőtt tengelysebességek nem lesznek igazak 3D-s mozgatásnál (selejthez vezethet)!
A tuning során figyeljünk a Vezérlő melegedésére is (hosszabb üzemidőn átt ellenőrizzük) és ha szükséges, javítsunk annak szellőzésén (pl. ventillátoros rásegítéssel)! Ne feledjük, álló, vagy lassan forgó motoroknál melegszik minden a legerősebben!
A CNC tuningot mindig a gép felbontási adataival kezdjük (mm/step)
és fokozatosan, alulról emeljük a sebességeket és gyorsításokat! Ha a PC-nk
sebessége megengedi, mindig használjuk a Mach2 & 3-ban lévő
Enhanced Pulseing
opciót (stabilizált Step inpulzusok)! Sokat számit!
Mach3 esetén kapcsoljuk be a Sherline 1/2 Pulse mode-ot! Ez növeli a gép
pontosságát!
A H1 Vezérlő Ultra Fast Delay végfokokkal rendelkezik. Ez azt
jelenti, hogy a léptetések alkalmával a kikapcsolásra kerülő tekercseket
rendkívül gyorsan omlasztja össze. Ezzel gyorsítva a mágneses terük minél
gyorsabb megszűnését (ez az egyik leglényegesebb momentum a sebesség fokozására,
mivel ezt nem lehet egyszerűen csak a tápegység feszültségével manipulálni). A
működési elvéből következően a motorok tekercseiben ilyenkor rendkívül nagy
energiák (feszültségek) keletkeznek amik akár 100V-os lökőfeszültséget is
indukálhatnak! Ezért ne fogdossuk a motorok vezetékezését még akkor sem, ha a
motortápunk csak 12V-os, mert kellemetlenül megrúghat! Ezek az energiák
melegítik tetemesen a FET-eket (a biztonsági supressor 100V-on limitálva
disszipáltatja a feles energiát).
Ez az Ultra Fast Delay üzemmód annál hatékonyabb, minél távolabb vagyunk a motor
tápfeszültséggel a supressor diódák nyitási szintjétől (ami H1 esetén 100V).
Ezért is célszerűbb alacsonyabb alapfeszültségű motorokat használni (meg ezzel
az induktivitásuk is kisebb)! E miatt a megengedett motortáp max 50V!
Egy mellékterméke van ennek a végfoknak: a fix Fast Delay miatt a PWM is gyorsan
omlik össze, ezért szintén gyorsan kell ismét újra gerjeszteni, ami relatíve
magasabb frekvenciát jelent a működésben. A sűrűbb fel és lemágnesezés magasabb
vasveszteséget eredményez a motorokban, e miatt jobban melegednek mint a slow
delay (bipoláris végfokokban) lévő motorok. A melegedések csökkentése érdekében
a pozícióban tartáskor a PWM frekvenciát visszább veszi a DSP. Mellékterméke a
pozícióban tartáskor halhatóvá váló PWM hang (kb. 2kHz).
Ezzel a hajtásmóddal lényegesen nagyobb sebességek érhetőek el mint bármilyen
bipoláris végfokkal!!!
![]() Egy
tengelyen két motor használata:
Egy
tengelyen két motor használata:
Ha szükséges, köthető egy tengelyre két motor is. Ennek feltétele, hogy a motorok teljesen egyformák és 8 kivezetésesek (univerzális motorok) legyenek!
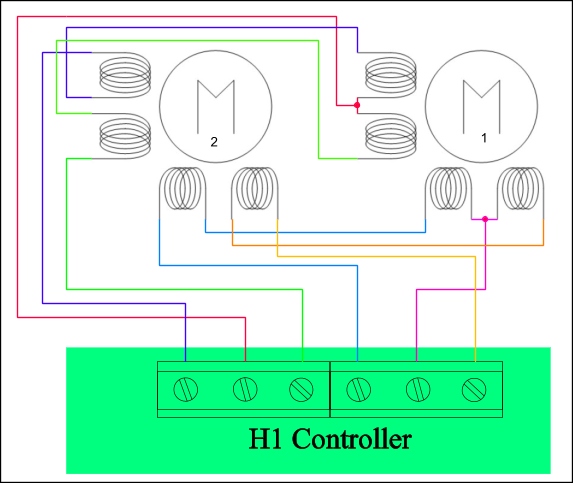
(motorok soros kötésben)
A két motor azonos tekercseit sorba kell kötni! Az ábrán látható módon elkötve a motorok egyforma irányba fognak forogni.
Ha ellentéte irányú forgás szükséges, akkor az 1-es motor (csak!) egy fázisához tartozó két tekercsvégét (pl. ibolya-zöld) fel kell cserélni!
Méretezés szempontjából az így keletkező eredő motor, egy
névleges áramú, de dupla alapfeszültségű és dupla induktivitású motorral
egyenlő. Ennek megfelelően az elérhető maximális sebesség kisebb lesz mint ha
csak egy motor lenne rákötve (a dupla induktivitás miatt)! Mindenképp ajánlott a
legalább 30V-os motortápfeszültség!
Elsősorban habvágógépek esetén használatos módszer.
A H1 Vezérlő csak soros kötésben támogatja két motor egy
tengelyen való használatát! A motorok párhuzamos kötése nem megengedett, ennek
oka az, hogy a két motor bizonyos rezonancia fordulatokon lengésbe jöhet és így
impulzus vesztések és blokkolások fordulhatnak elő!
A jelenség oka, hogy a párhuzamosan kötött motorok lengésekor, dinamóként
egymásba töltögetik az energiát és e miatt az áramszabályzás felborulhat.
![]() CNC
gépek sebesség tuningja:
CNC
gépek sebesség tuningja:
Egy új vagy átépített gép esetén mind a Vezérlőt (H1), mind a
CNC programot (Mach3) össze kell hangolni!
A Mach3 kommunikációs portjainak (bitek) összerendelése után, mindig a
mértékegységet (mm) és a számított felbontásokat kell először beállítani (minden
sebesség állítás csak ezek ismeretében történhet)! Ne felejtsük el ezeket az
adatokat mind három tengelynél külön-külön tároltatni (lásd a
Mach3 leírását)!
Utána meg kell keresni minden tengely maximális sebességét. A keresést alulról felfelé haladva végezzük, viszonylag lassú gyorsítások mellett. A tesztek során kézi mozgatásokkal (billentyűzetről vezérelve) hajtatjuk a tengelyeket és megfigyeljük azok mozgását. Fokozatosan emeljük a sebességeket és figyeljük mikor áll meg a motor (visít, de már nem forog).
A léptetőmotorok jó tuningjához és a rendszerünk viselkedésének a megértéséhez ismerni szükséges egy léptetőmotoros rendszer nyomaték görbéjét! Nem a számszerű értékek, hanem azok összefüggései a lényeg!

(komplex rendszer nyomatékgörbe)
Az ábrán látható egy CNC tengely és egy léptetőmotor + H1 CNC Vezérlő nyomatékgörbe együttes.
Jelmagyarázat:
- "Mechanikai fékező nyomaték" = a tengely fékező ellenállása a sebesség függvényében,
- "Megindítás" = a mechanika megmozdításához szükséges minimális nyomaték,
- "Léptetőmotor nyomatéka" = motor + vezérlő együttes eredő nyomatéka,
- "Chopper tartomány" = a motor a vezérlő konstans nyomatékon képes tartani,
- "DC tartomány" = a motor szinkronmotorként, egyre eső nyomatékkal üzemel,
- "Max. sebesség" = a terhelő és a hajtó nyomaték metszése, ez az elérhető legnagyobb gépi sebesség,
- "Billenési pont" = helyét a motortáp feszültsége határozza meg. A tuningtényező mértékében tolható (emelhető) a sebesség tengelye mentén,
- "Max. start sebesség" - gyorsítás nélkül (impulzus szerűen) felette nem üzemel a motor.
Az ábrából leolvasható, hogy rendkívül fontos a gyorsítás
használata, mivel a görbe vissza hanyatló és csak szűk sebesség tartományban
képes gyorsítások nélkül, egyből felvenni a fordulatot! Megfelelő gyorsítások
használatával a teljes görbe kihasználható.
Ne feledjük, hogy minden egyenetlen motorjárás (lásd a
KCam4-et), megfelel egy pillanatnyi
Stop-Start -nak, az-az gyorsítás nélküli indításnak! E miatt a KCam4-el a
léptetőmotorok csak a 0-Max.start sebességig használhatóak ki! Ugyan ez a
helyzet, ha a Mach3-ban maximumra vesszük a gyorsítást (Accel)!
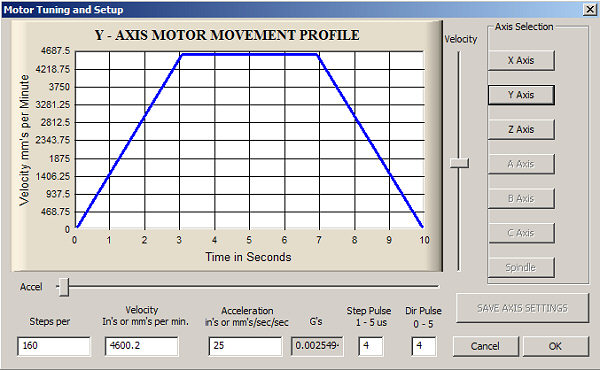
(Mach3 motor tuning felülete)
A habvágósok nem használhatnak lassú gyorsításokat (a technológia miatt), de nekik is muszáj minimális gyorsítást alkalmazni, ha a motorokat ki akarják használni!
A PC által szolgáltatott Step impulzusok pontos időzítései felelnek az egyenletes motorjárásért. A Mach2 és a Mach3 ezt az alaplapi időzítők segítségével, a CPU generálja , ami nagyfokú stabilitást jelent (ellentétben a tiszta szoftveres időzítésekkel szemben, mint pl. a KCam4). Mivel a CPU-n keresztül generálódik a Step jel, annak terheltsége befolyásolhatja egyenletességét. Lehetőleg CNC mozgatások közben ne futtassunk megterhelő külső programokat! Viszont az "Enhanced Pulsening" bekapcsolásával, némi plusz CPU terheltség fejében, tovább növelhető a Step jel pontossága (érdemes bekapcsolni)! A kellő tuning eléréséhez biztosítani kell a gyártók által meghatározott minimális CPU sebességet (mivel maga a Mach3 is egyéb feladatokat ró a CPU-ra)! Maga az alap Windows is futtat a háttérben sok mindent, ezért érdemes ezekre is figyelni (a http://www.machsupport.com/artsoft/support/support.htm web helyen találunk erre optimalizálási ötleteket)!
A nyomaték görbéről leolvasható, hogy egy normálisan méretezett motor esetén a maximálisan elérhető sebesség mindig a DC tartományba esik. Akkor van kihasználva a motorunk, ha a terhelő nyomaték miatti leállás nem sokkal van az üresen futtatott motor blokkolása előtt (ha 75% feletti, az már nagyon jó).
Fontos azzal is tisztában lenni, hogy a DC tartományban (hiába esik már a nyomaték), nincs lépésvesztés! A léptetőmotor ha kiesne a szinkronból, a visszahajló nyomatéka miatt azonnal blokkolna! Ez látványos és azonnal észlelhető. Ezt a pontot kell megkeresni a tuning során (blokkolás)! Majd a Mach3 adott tengelyét e pont alá kell állítani kicsivel (ahol még stabilan forgatja a motor)!
Fontos, hogy utána ezen a sebességen a teljes mozgási tartományt
végig ellenőrizzük (nehogy valahol kicsit jobban szoruljon a mechanika és akkor
már ott blokkoljon)!
Ha minden tengelyt így megmértünk és beállítottunk, utána újra ellenőrizzük az
egyes tengelyeket, de most már úgy, hogy a mozgatásokat minden tengelyen
egyszerre végeztessük! Erre a stabilizálatlan motortáp feszültség esése miatt
van szükség (ilyenkor a nagyobb teher miatt a motorok kicsit kisebb
feszültségről üzemelnek)! Ha szükséges, csökkentsünk a sebességekből!
Ez a beállított maximális sebesség az adott tengely utazó sebessége,
megmunkálásra (a lézer és plazma kivételével) nem alkalmas (hisz erre még
rárakódik a marás fékező ereje is)! Általában ezen a sebességeken már nem
végzünk megmunkálásokat (túl gyors), ezért kiváló lesz gyorsmozgásokra
(pozícionálásokra)!
Mach szoftverek esetén a kézi gyorsmozgásokat a SHIFT+nyilak, illetve a SHIFT+Page Up/Down gombokkal lehet elvégezni.
