
2D+2D habvágás
Mach3-mal
(G-kód generálása DeskCNC-vel Mach3 számára)
Módisítva: 2010. január 19. kedd
Modellezésben, dekorációkban ahol fontos a kúpos habvágás (2D+2D), ott speciális programokat kell használnunk a CNC gép vezérlésére. Ugyan léteznek erre kifejlesztett programok (pl. CeNeCe, GMFC), sőt némelyik ingyenes is (JediCut), de ezek motormozgatási minősége messze elmarad a Mach3-tól. Ha a Mach3 motormozgatási és egyéb vezérlési képességét szeretnénk használni habvágónknál is, megoldást kell találni a megfelelő G-kód előállítására! Ugyan a Mach3 akár 6 tengelyig is képes vezérelni, de a megfelelő G-kód nélkül ezt alapból nem tudja (amíg a LazyCam ezt nem támogatja). Szükség van egy előfeldolgozó programra (PreProcessor-ra), mely előállítja a 2D-2D és habvágásra optimalizált G-kódot. Jelenleg csak két megoldást találtam erre:
1. Profili Prof újabb verziói, de ez igen drága program, sok, bonyolult funkcióval,
2. DeskCNC 4D habvágó funkciói (ugyan a program fizetős, de ezt a részét a demóban nem korlátozták)!
Itt most a DeskCNC illesztését mutatom be a Mach3-hoz. A program messze nem tökéletes, de kísérletezésre és modellezési munkákra (erősen odafigyelve) használható! Legnagyobb hiányossága, hogy nem tartalmazza a JediCut-nál megismert vágási varázslót, mely a habtömb-gépkeret, elhelyezési pozíció alapján a G-kódot korrigálná (az X1 ás X2 síkokban történő mozgás, a tömb széleinél a programozott méretet eredményezze)!
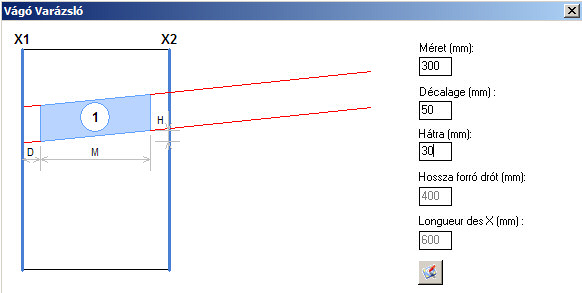
(a hiányzó pályakompenzációs varázsló)
Ennek "manuális" kompenzálása nem is olyan egyszerű...
A DeskCNC nem ismeri a .dat file-okat (szárnyprofil), csak DXF-ből dolgozhatunk. Ebből következik, hogy nem ismeri a kulcspontok fogalmát sem (a két mozgási sík közötti idő összerendelést)! Végrehajtáskor a kezdő és végző pontok egyszerre indulnak és fejeződnek be mind két oldalon (tehát lineáris időinterpoláció van az oldalak pontjai között). Ez általános felhasználásra megfelelő (szárnyak, törzsek vágása)! A beállított vágási sebesség a nagyobb oldalra lesznek igazak (értelem szerűen a kisebb oldalon lassabb lesz a mozgás). A programban fixek a nagyobb és kisebb oldalak helyei, így a jobb és bal szárny kezelését (tükrözését) nekünk kell megoldani (DXF file tükrözése)!
A DeskCNC letöltése (http://deskcnc.com/, teszt DXF profilok hozzá: http://deskcnc.com/airfoil.zip), feltelepítése után, a programot először be kell setup-olni 4 tengelyes, lineáris módra és a megfelelő PostProcessort be kell állítani. A programmal csak a megfelelő G-kódot fogjuk előállítani (lementeni), ezért a többi beállítás most nem érdekel minket. Mivel a program demó módjában ez a rész nincs korlátozva, így ez nekünk tökéletesen megfelel (ingyenes)!
Setup lépések:
- A program elindítása után (Demó) válasszuk ki a
Mode/CAM nézetet.
- Majd állítsuk be a következőket (Setup/Option):
(YX-UV tengelyek a Mach3 számára értelmezhető koordináták)
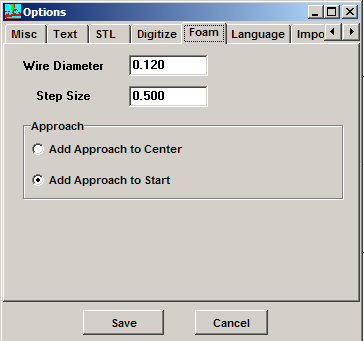
(vágószál mérete és vágási "aurája")
- Mentsük le (Save)!
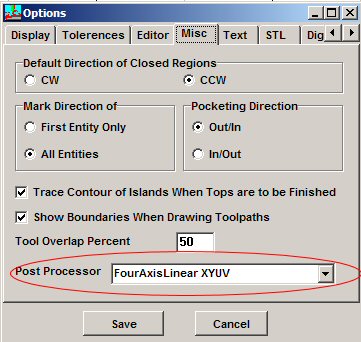
- Állítsuk be a PostProcessor-t (Setup/Post Processor Setup):
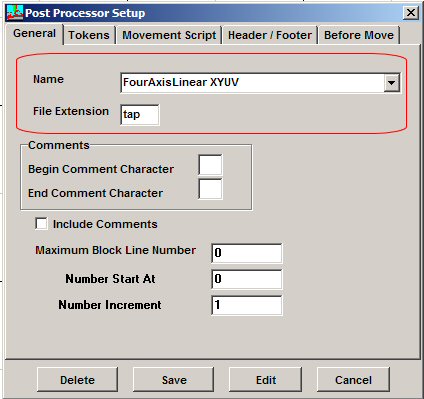
(használt PostProcessor és a file kiterjesztése .tap)
- Mentsük le (Save)!
- Állítsuk be a gépet (Setup/Machine Configuration):
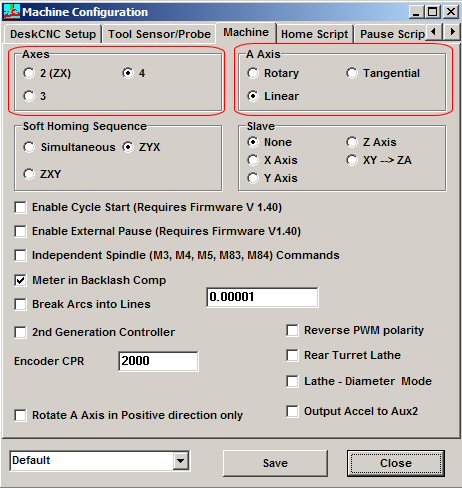
(4 tengelyes, lineáris mód)
- Mentsük le (Save)!
Ezzel a program be van állítva. A nagyobbik oldal és a kisebbik oldal helye fix, mindig a megfelelő helyekre a megfelelő DXF file-okat töltessük be! A használata a következő lépésekkel történik:
- File/Foam Cutter:
- Open top/larger... DXF contour (ide a nagyobbik DXF alakzatot),
- Open bottom/smaller... DXF contour (ide a kisebbik DXF alakzatot),
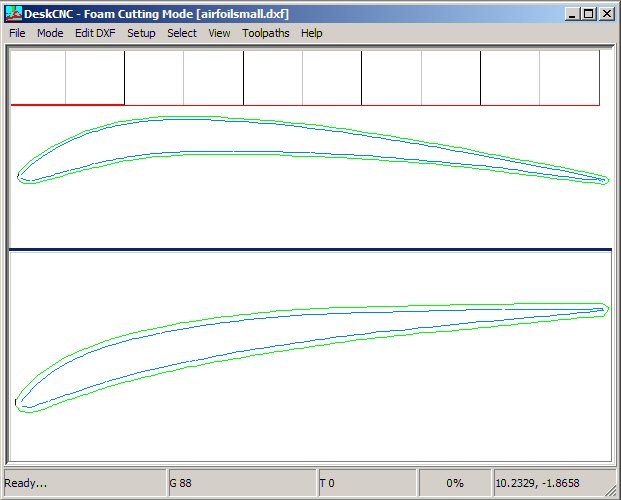
(fent a nagy, lent a kisebbik DXF alakzat)
- Kapcsoljuk be (View/Information Tags):
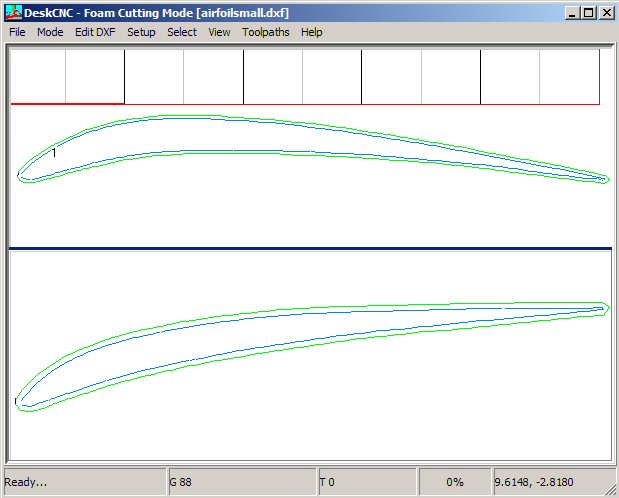
- Jelöljük ki a bel és kilépési pontokat mindkét alakzaton (Edit DXF/Change Start/Depart). Az egérrel a külső kontúr vonalra kell kattintani (bal klikk) ahol a belépést szeretnénk (mindkét alakzaton). Itt ez most a legjobb oldalán lesz.
- A következő: Toolpaths/4 Axis Foam Cut:

(vágási sebesség (F100) és be/kilépés magassága (2mm))
- Majd Create!
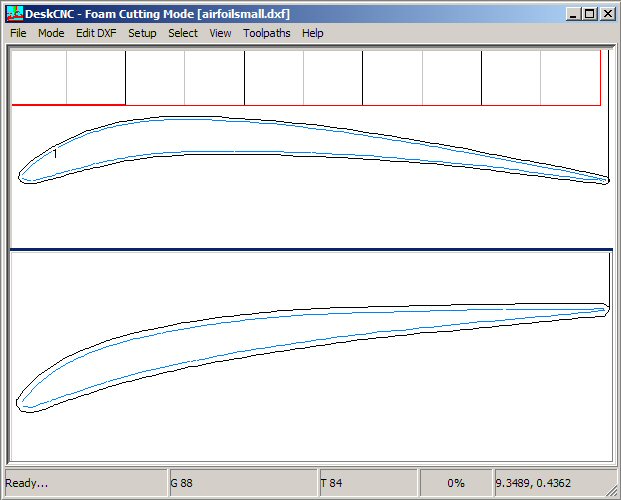
(generált pálya)
- Majd: Toolpaths/Run Machine! A file névnek bármit adhatunk (.tap). Save!
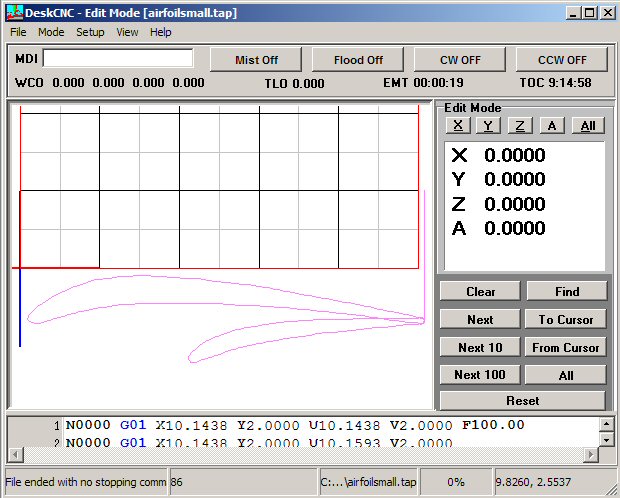
(generált pálya G-kóddal)
Ezzel kész a G-kódunk Mach3 számára is értelmezhető formában!

(G-kód 2D+2D formában)
A Mach3-nál használjuk az általam készített 4D képernyőt, mely koordináta helyesen kezeli ezt a G-kódot (XY, UV), valamint tartalmazza a kettős tengelyt működtető kézi gombokat is!
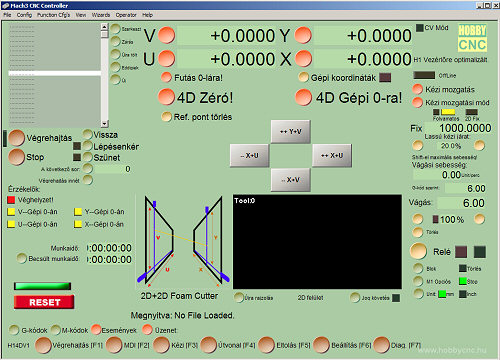
(Mach3 felület)
Megjegyzés:
A Mach nem képes teljesen helyesen megjeleníteni a 2D+2D alakzatot, mivel ez
alapvetően egy 3D-s program. A végrehajtást ez nem befolyásolja.
