![]() Esztergakések
és kialakításuk
Esztergakések
és kialakításuk![]()
(szerző: S. László)
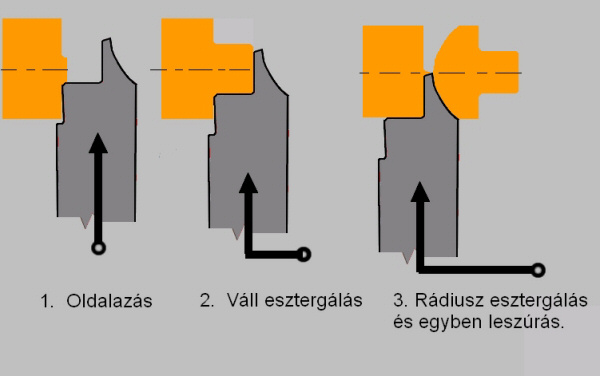
Ez egy előretólt élű forrasztott lapkás kés köszörülési formái,de ugyanígy kell gyorsacélnál is. Minegyik rajz arányos képet mutat.
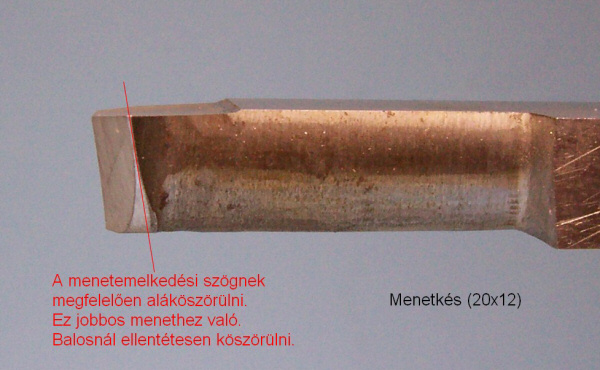
Az 1-es kép a szűz formáját mutatja a késnek.
A 2-es rajz a kés beállítását mutatja. Nagyoló késhez r1-es rádiuszt is rátehetünk acélhoz, simító , méretező késnél maximum 0,2-0,4-eset érdemes.
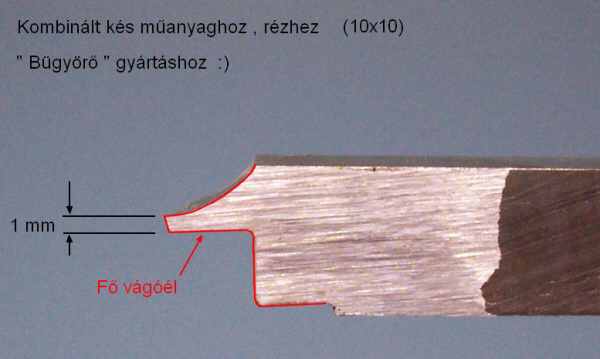
A 3-ason egy acélhoz való középnagyoló kés kialakítása látszik. A 0,2mm-es élszalag valójában egy kedvezőtlenebb forgácsolást idéz elő,de ettől lesz a kés ellenálló a nagyolási folyamatban. A nagy robusztus gépeken ennél sokkal nagyobb élszalagot is tesznek rá. A 3mm-er széles forgácstörőnél jól látható hogy nem azonos a vágóél közelében a rádiusz és a kifutó élnél levő rádiusz.Továbbá a vágóél mindig alacsonyabban van mint a forgácstörő kifutó éle.kb 1-2mm-el.Ha jó a köszörülés és elég nagy az előtolás akkor a forgácsot annyira megdobja, hogy visszakunkorodik egészen az anyagig és valójában az anyaggal való ütközés töri el a forgácsot. A forgácstörő szélessége befolyásolja, hogy mekkora fogásmélységgel és előtolással lehet haladni. minél szélesebb annál nagyobb fogás és előtolás érhető el. A 4-es késkialakítás például műanyaghoz kitűnő. Itt szembetűnik, hogy a vágóél alatti homloklap is íves. Ez is növeli az előtolás lehetőségét és kisebb szögértékű élesebb vágóél keletkezik. Ennek a lapnak a kialakítása dönti el, hogy mennyire van alátámasztva a fő vágóél. Minél meredekebbre hagyjuk annál erősebb a kés, de annál kisebb előtolással is lehet haladni. Az 5-ös kép egy méretező(simító)geometriát mutat. Itt cél az élesség és a kicsi forgácstörő, itt jó ha gyémántkoronggal képezzük ki a forgácstörőt.
Ezen adatok általánosan használhatók bármilyen késhez. A kések hegyén ha rádiuszt képzünk ki azzal jobb felületi érdességet érhetünk el, de használhatunk 45 fokos élletörést is helyette, ez kisebb remegési hajlammal jár..

A forgácstörő geometriát milyen koronggal alakítod ki ill. hogyan? Kis átmérőjűvel, vagy a nagy korong élén, vagy speciális koronggal, esetleg flex??? ...
Először is a korong anyaga ami fontos és az átmérője. Na meg
egy kőszabályzó gyémánt, és a kövek darabszáma. Célszerű sokféle formájú és
szemcsméretű követ tartani. Még a csutkára kopott kő is nagyon jól jön néha. A
vidiát csak szürke (gránit) koronggal, míg a gyorsacélokat "téglavörös" vagy
fehér koronggal.
Persze a gyémántszemcsés korongot mindkettőhöz lehet
használni simításra,fenésre vagy a nagyon pici forgácstörőt közvetlenül is
készre lehet munkálni vele(5-ös rajz)
Minél nagyobb a korong annál jobb eredményt lehet vele
elérni. Én 300-as koronggal csinálom például a 3-as geometriát. függőlegesen
lefelé tartva a vidiás felét és a jobb élével a korongnak. Vagy felfelé tartva
akkor viszont a bal élének nyomom neki. Az utóbbi inkább javasolt a vidiánál
mert kisebb a kipattogzás veszélye. Gyorsacélnál mindegy. Kinek hogy áll jobban
kézre, én mindkét módszert használom.De ez ugye megfordul egy balos kés
esetében. Megjegyzés: A rajzokon egy jobbos kés látható. A 4-es geometriát
például a kő palástjával képzem ki. Egy 120-150-es átmérőjű korongnak a kés
felső lapját nyomon neki úgy hogy a vídia felül van. Itt vigyázni kell, hogy a
kés alsó vége ne érjen a gép tárgyasztalához, mert robbanhat a kő. Kézben tartva
viszont teljesen veszélytelen a dolog. Egy jó nagy rádiusz lesz rajta ezáltal.
Az 5-öst pedig egy 6-10mm-széles 150-es koronggal ami
ki van hegyezve kb 60 fokosra és egy pici rádiuszt szabályzok a kőre. De a
legjobb ilyenkor a valamilyen vékonyított élű gyémántszemcsés alu tárcsa. A flex
az totál alkalmatlan a dologra. Az élszalagot pedig úgy kell kialakítani, hogy
előbb élesre készítjük a kést aztán egy finom kővel a legvégén tesszük rá az
élszalagot. Így könnyebb a dolgunk mintha állandóan figyelni kellene, nehogy
beleköszörüljünk az élszalagba.

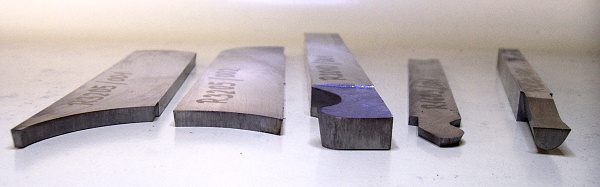
A késeken levő jelölések a méretre is utalnak R3205 az egy
32x5mm-es késszár...csak a méretarányok érzékeltetése végett mondom.
Az R3205/001 és 002 kések egy egymáshoz párba köszörült
rádiusz kések műanyaghoz. Az utcákon lehet találkozni ilyen kihelyezett
oszlopokkal amikkel elzárják a forgalom elől a területet. És azon oszlopok
tetejére való gömbök készítésekor gyártottam ezeket a késeket. Az R2010/001 kés
az egy Oldalkocsis veterán Pannónia motor "vonóhoroghoz" hasonlító
tengelycsonkjának a kiképzésére lett csinálva. Acélhoz-forgácstörő nélkül. Az
R1603/001 kés pedig egy műanyaghoz való furatmegmunkáló kés. Előfúrás nélkül be
lehet vele menni az anyag oldalába és a keresztszánnal hátrafelé elmozdulva egy
félgömb profilt csinál a furat belselyébe. Ha jól emlékszem egy gömbcsukló
perselye volt a munkadarab. Az R1010/109-es kés pedig egy kétfunkciós bicska
szintén műanyaghoz készült.
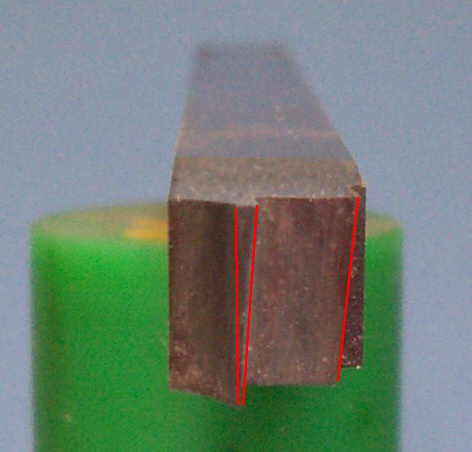
Egy vállas persely készregyártó kés akar lenni. Úgy kell
befogni mint egy furatkést. Az egyik élével lehet hosszesztergálni a persely
külsejét majd a másik élével a persely furatát. Az a kis kiálló "bütyök" pedig a
váll melleti sarokban egy kicsi tőbeszúrást végez. Előfúrás nélkül is
használható..

Balról-jobbra !
1,Rövid szákfuratokhoz. A kés hegyén kb 2-es rádiusz
van, ha nem sarkos furat kell. Telibe is használható előfúrás nélkül.
2, amikor a furat végében egy kúpra van szükség. Rézhez
készült, telibefúráshoz is elég merev.
3, Közepes furathosszhoz, zsákfuratokhoz, A viszonylag
nagy forgácstörő miatt bronzhoz, acélhoz nem jó mert nagyon harapja az anyagot.
Rézhez,Aluhoz,műanyaghoz ideális telibefúráshoz is.Előfúrva bármihez alkalmas.
4,Kifejezetten műanyaghoz készült átmenő furatokhoz.
Kiképzése "kampós". R3-as rádiusz miatt rendkívül jó felületet eedményez kis
fordulat nagy előtolás mellett is. Csak előfúrva használható.
5,kis átmérőjű és hosszú furatokhoz, kizárólag előfúrás
után, 0,3-0,5mm-es fogásmélységgel használva.
A csúcsmagasságot 0,5-1mm-el feljebb
helyezni az esetleges hajlás miatt.
6, Egyszerű mezei négyszög anyagból készült betétkéses
szár. Átmenő furatokhoz. Keresztben át van fúrva és dörzsárazva majd a törött
kopott menetfúró szárakat ledarabolva beültethetők a furatba és a kíván formára
köszörülhető. Ideális például trapézmenetű anyák gyártásakor, de furatkésnek is
tök jó. Arra kell figyelni, hogy a gyorsacél betét úgy legyen kialakítva, hogy a
forgács ne tudjon a késszárba fúrt furatba tömődni vagyis úgy kell a
forgácstörőt köszörülni, hogy a kés főlé írányítsa a forgácsot.Ezt azzal az
egyszerű dologgal lehet elérni, hogy a forgácstörő kilépő élét a szokottnál
jóval magasabbra hagyjuk és az egész forgácstörőt a kés szárán kívül hagyjuk.
Szerintem válaszd külön a két szót.
Így hogy hangzik?
Dress márkájú gyorsacél rúd?
Gondolom kör keresztmetszetű rapid volt az illető.
Ha feldarabolod berakhatod például az egyik szerszámba
amit fényképeztem. De én már csináltam olyat is belőle,hogy kerámiával
leesztergáltam lépcsősre és minden lépcsőt megköszörültem négyszögre aztán mivel
ezek egyre nagyobb négyszögek lettek a lépcsők emelkedésével arányban ebből lett
egy olyan szerszámom amit egy műanyag alkatrész furatán szegnyereggel áttólva
kivésett lépcsőről lépcsőre egy szép kis négyszöget. Persze a lépcsők tövénél
mindig kell egy luftos rész ahová a forgácsot betólja.
KEMÉNYFÉM
LAPKÁK. (Esztergálás)
----------------------
ACÉL-hoz való lapkák:
Színjele: Kék
P01, P10, P15, P20, P25, P30, P35, P40, P45, P50
DA01, DA10, DA15, DA20, DA25, DA30, DA35, DA45, DA50
A "P" jelölések az ISO szerintiek míg a "DA" jelüek a
Magyar MSZ szabvány szerinti jelölések.
---------------------------
KORRÓZIÓ ÁLLÓ anyagokhoz való lapkák:
Színjele: Sárga
M01, M10, M15, M20, M25, M30, M35, M40, M45, M50
DU01, DU10, DU15, DU20, DU25, DU30, DU35, DU40, DU45,
DU50
A "M" jelölések az ISO szerintiek míg a "DU" jelüek a
Magyar MSZ szabvány szerinti jelölések.
----------------------------
SZÜRKE ÖNVÉNYEKHEZ való lapkák:
(Edzett anyagok, réz , bronz-hoz is)
Színjele: Piros
K01, K10, K15, K20, K25, K30, K35, K40, K45, K50
DR01, DR10, DR15, DR20, DR25, DR30, DR35, DR40, DR45,
DR50
A "K" jelölések az ISO szerintiek míg a "DR" jelüek a
Magyar MSZ szabvány szerinti jelölések.
------------------------------
Minden lapkatípust azonos alapanyagokból rakják össze
porkohászati úton, csak az összetevők százalékos arányát módosítják.
Közös tulajdonságuk a lapkáknak, a kisebb számértékkel
rendelkezőket a fínomabb,de nagyfordulatú megmunkálásra szánták, tehát a P01-es
lapkából sokkal jobb simító,méretező lapka készíthető, mint a P30-asból, mivel a
P01 sokkal keményebb,ridegebb lapkatípus. A P30-as lapkaanyagot viszont a
"lágyabb" tulajdonsága miatt a nagyobb fogásmélység és nagyobb előtolást igénylő
munkáknál vesszük hasznát, illetve ezek alkalmasabbak jobban a megszakított
forgácsolásra. (Négyszög ,hatszög forgácsolás)
Ugyanezen elvek vonatkoznak az "M"-es és a "K"-s
jelzésű lapkákra is.
És még egy adalék : A "K" lapkás késekhez írtam az
edzett anyagok megmunkálását is, de ez nem azt jelenti, hogy egy csapágyat
ugyanolyan termelékenyen meg lehet vele munkálni, mint egy szürke öntvényt. A
csapágytól ez is igen hamar elkopik de ha erre fanylodunk akkor a K01 lapka a
legjobb választás az edzett anyagokhoz.
A váltó lapkás késeken levő jelölések ettől jócskán
eltérhetnek, de katalógusból vagy a lapkadobozon levő jelölésekből azok is
behelyettesíthetők a fenti jelölések bármelyikébe.
Az alsó lapkajelöléseidet nem ismerem sajnos.
Van mégegy érdekesség a váltólapkákkal kapcsolatosan.
Amikor kézbe vesszük magát a lapkát és nagyon könnyűnek találjuk majdnem olyan
könnyű mint az alumínium, na azok nem vidia származékok , ezeket gyüjtőnéven
CERMET lapkáknak hívjuk. Ezek az utóbbi idők fejlesztései. Igen korszerű
lapkafajták.
Ha viszont nehéz akkor az valamilyen vidia alapanyag.
És ezeken a vidiákon belül is a nehezebbek azok amik öntvényhez valók, tehát a
"K" lapkásak.
Aztán ha valakinek a kezébe kerülne egy kerámia lapka,
azt mindenféle hűtés és kenés nélkül kell használni. Ha hűtöd akkor lerobban a
hegye. Viszont iszonyú fordulaton kell használni. Amit eddig 1000-es fordulaton
csináltál ezzel a lapkával 3000-en kell...kis fogássál és kis előtolással. Ja és
ezek csak kizárólag EDZETT anyagokhoz jók. Védőszemüveg kötelező mert olvadt fém
fog lejönni forgácsoláskor.
A gyémánt élű lapkákról nem írok mert nem valószínű
hogy lapulna belőle a fiók mélyén.
Jaa, és kerámia lapkát nem köszörülünk, csak ahogy agyárból kijött, befogjuk és használjuk. Ezt csak azért emeltem ki külön mert nincs a lapkán kialakítva forgácstörő. Csak így "A LA NATUR" kell használni.
Néhány késtípus:
Menetkés:


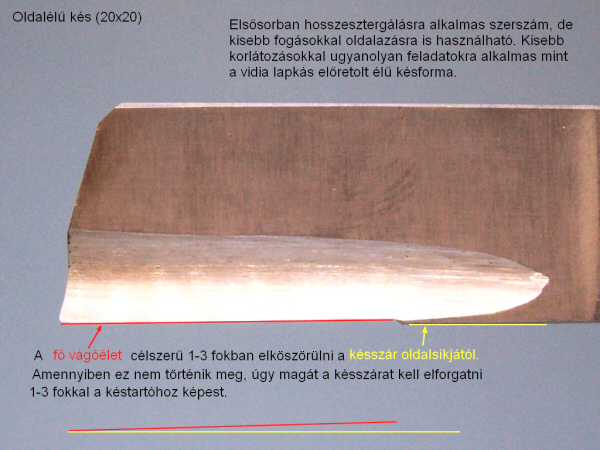
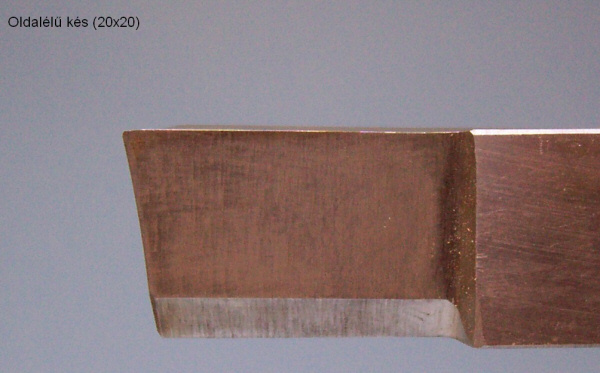
Oldalélű kés:

Kombinált kés műanyagokhoz, rézhez:

Véső kés:




