(PWM-es cekász fűtésvezérlés)
![]() Forródrótos
vágószálfűtés habvágó CNC-khez
Forródrótos
vágószálfűtés habvágó CNC-khez![]()
(PWM-es cekász fűtésvezérlés)
![]()
Módosítva: 2010. április 20. kedd
Habvágó CNC gépek forródrótos (cekász) fűtésére alkalmas, precíziós vezérlő, mely minden szükséges kényelmi funkciót tartalmaz. A különböző habanyagok és előtolási sebességekhez eltérő és pontosan beszabályozott vágási hőmérséklet szükséges. A pontos értékeket gyakorlati tapasztalatok útján tudjuk beállítani, melyet feljegyezve, a használt alapanyagok cserélgetése után, ismét be kell tudnunk állítani. Ebben nagy segítséget nyújt egy precízen leolvasható digitális ampermérő, mely mindig a tényleges fűtési áramot mutatja és egy a 230V-os hálózati ingadozást hatásosan kompenzáló, stabil áramkör. A Heat Control mindezeket tartalmazza, sőt, még több kényelmi funkciót is!
Képgaléria:





(nagyítás = klikk!)

(Habvágó CNC)
Főbb műszaki tulajdonságok (HW-A1):
- PWM-es fűtési teljesítményvezérlés 0 - 100% tartományban,
- Max. 6A kimenő terhelhetőség,
- 43V kapocsfeszültség,
- Finomszabályzási áramkorlát,
- Min. 0.5 Ohm terhelhetőség (Cekász),
- 160W névleges teljesítmény,
- Állítható PWM frekvencia (400 Hz - 3.5 kHz),
- Távkapcsolható fűtésindítás,
- Digitális árammérés.
![]()
(HW-A1 PWM-es fűtésvezérlő)
Kifejlesztésénél törekedtünk a megszerzett gyakorlati tapasztalatok és a teljes rendszerbe integritásáról. A HW-A1 teljesen illeszkedik a H2 Compact családhoz.

(teljes 4D habvágórendszer)

(Komplett rendszer)
Természetesen a HW-A1 (Hot Wire Analogue 1) önállóan, vezérlő nélkül is használható!
Működési elv és felépítés:
A HW-A1 fűtésvezérlő PWM-es teljesítményvezérlést tartalmaz,
állítható PWM frekvencia és áramkorláttal. A precíziósan állítható áramkorlát
révén pontosan beállítható az a maximális fűtési áram, amivel a használt
vágószál (cekász) még fűthető (elpattanása, megszakadása nélkül). A hangolható
PWM frekvencia révén megakadályozható a vágószál belengése, oszcillációja
(elhangolható a mechanikai kritikus frekvenciájától).
A digitális Ampermérő szolgál a pontos fűtési áram beállítására, mely 10mA-es
felbontású. A fűtési teljesítményt (áramot) a PWM-es potenciométeren kell
beállítani. A beállítható max. áramot a "Current Limit" trimmerrel lehet
korlátozni. Ez a limit szolgál a vágószál szétégetésének megakadályozására (max.
piros izzítására érdemes felvenni). A vezérlő hátulján található Start
sorkapcsot összezárva lehet a fűtést indítani (akár a H2 reléjével, PC-n
keresztül is).
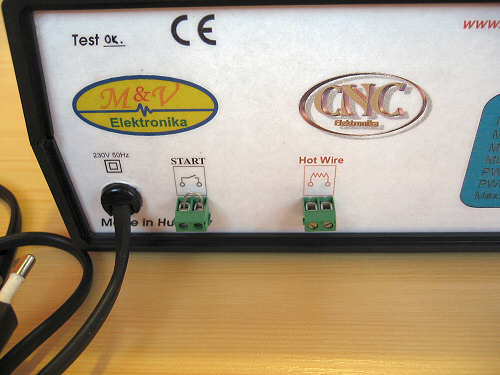
(hátulsó kivezetések)
Ha nincs szükség PC-s indításra, akkor a Start sorkapcsot fixen
rövidre zárva, a főkapcsolóval, manuálisan lehet be és kikapcsolni a fűtést.
A "Hot Wire" sorkapocsra csatlakozik a vágószál két vége. A vágószál hossza és
fajlagos ellenállása határozza meg az eredő (tényleges) ellenállását. A
minimális ellenállás amit a vezérlőre rá lehet kötni 0.5 Ohm. Ez alatt a vezérlő
károsodhat (a gyakorlatban ez alatti értékeket rövidzárlatként kell tekinteni)!
A maximális ellenállás nincs korlátozva, de az Ohm törvény (I=U/R) meghatározza
a maximálisan elérhető fűtési áramot. Két példa:
1. A vágószál fajlagos ellenállása 0.8 Ohm/m. A vágószál hossza 1.2m. Az eredő ellenállása ennek megfelelően: Re=1.2×0.8 =0.96 Ohm. A maximálisan átfolyó áram I=U/R = 43V/0.96Ohm=44.8A. Ebben az esetben a vezérlő teljes max. árama (6A) kihasználható, de figyelembe kell venni a drót terhelhetőségét is (vörös izzási pontját)! A korlátot a "Current Limittel" trimmerrel kell beállítani.
2. Viszont, ha a vágószál fajlagos ellenállása 9 Ohm/m és a vágószál hossza szintén 1.2m, akkor az eredő ellenállása Re=1.2×9=10.8 Ohm. A maximális elérhető áram Imax=U/R = 43/10.8=3.98A. Ebben az esetben a vezérlő nem képes a max. 6A-ert biztosítani (csak 3.98A-ert), viszont ez is szét égetheti a vágószálat (a Current Limitet itt is vörös izzásig szabad emelni)!
A fenti példákból is látszik, hogy vagy a Vezérlő áramkorlátja (max. 6A), vagy a vágószál ellenállása fogja a max. áramot meghatározni!
Szélsőséges esetben, ha kevés az áram (mert nagy a vágószál ellenállása), akkor vagy rövidebb szál szükséges, vagy kisebb fajlagos ellenállású anyagból kell választani (esetleg vastagabb keresztmetszetben)!
Üzem behelyezés lépései:
Kikapcsolt vezérlő mellett:
A Vezérlő "Hot Wire" hátsó sorkapcsaiba kell a vágószál két végét bekötni (minimum 0.5 Ohm legyen). Célszerűen nem magát a Cekászt (vágószálat) , hanem a hozzávezető vezetékeket kell ide bekötni.
A "Start" sorkapcsot össze kell zárni (vagy fixen egy darab drót bekötésével, vagy a H2 reléjével). Ezzel indul majd a fűtés.
Kikapcsolt Vezérlő mellett a "Current Limit" trimmer nyillásába egy kisméretű csavarhúzót segítségével a belső trimmert MINUSZ irányba (óramutató járásával megegyező irányba) kell tekerni mindaddig, amíg egy enyhe kattanást nem érzünk. A kattanás jelzi a trimmer szélső helyzetét! Ezzel a legalacsonyabbra vesszük az áramkorlátot.
(Áramkorlát trimmer nyillása)
Ha ez megvan, akkor a fő szabályzó, PWM potenciométerét tekerjük max. helyzetbe.
![]()
(PWM = fő szabályzó)
Kapcsoljuk be a vezérlőt!
Ezután a "Current Limit" trimmert PLUSZ irányba (óramutató járásával
ellentétesen) tekerve folyamatosan emeljük az áramot. Az áramérték változását a
digitális Ampermérőn követhetjük. Közben folyamatosan ellenőrizzük a vágószál
melegedését! Emeljük addig az áramot, míg a vágószál el nem éri a maximális
fűtését (a vőrősizzás alatt egy picivel). Itt megállva elértük a max. vágási
hőfokot és egyben a max. áramot is. Egyben ez lesz a PWM gombunk max. értéke is!
A továbbiakban a fűtési értéket CSAK a PWM potenciométerrel állítsuk. Ezzel megakadályozható, hogy teljesen feltekert PWM érékkel a vágószálat szétégethessük!
A PWM vezérlés hangot generálhat a vágószálban, mely szélsőséges
esetben mechanikai rezgésként is megjelenhet. Ha ez látható nyomot hagyna a
vágott felületen (véletlenül megegyezne a szál önrezgésével), akkor van
lehetőség ennek a rezgésnek az elhangolására, és így a nyom eltüntetésére is!
Ehhez a PWM frekvenciát kell elhangolni.
A PWM frekvencia hangolására szolgáló trimmer a vezérlő belsejében található.
Hangolásához le kell bontani a vezérlő tetejét.
![]()
